1
Изобретение относится к устройству для изготовления абразивных инструментов, в частности шлифовальных кругов.
Основное авт. св. 317496 выдано на устройство для изготовления абразиьного инстру.мента, содержащее охватывающую смесь матрицу и внутреннюю втулку, деформируемую в радиально.м направлении деформирующи.м элементом, в качестве которого могут быть применены протяжки или прощивки.
При изготовлении инструмента с внутренним абразивным слоем в пресс-форму устанавливают корпус инструмента, затем в за,зор между корпусом инструмента и внутренней прессующей втулкой засыпают порошкообразную абразивную смесь, вводят во втулки деформирующий эле.мент, втулка деформируется в радиальном направлении, в результате чего прессуется абразивная смесь 1.
В известно.м устройстве не предусмотрено применение тонкостенных деформируемых втулок и изменение направления усилия прессования при температуре спекания абразивной с.меси.
Цель изобретения - повышение качества инструмента за счет изменения направления усилия -прессования при температуре спекания.
Для этого в предлагаемом устройстве деформирующие втулки нротяжки пли прошивки Бынолнены в виде хтеченного конуса и сопряженных с его основаниями цилиндров, диаметры которых соответствуют диаметрам ос: нований усеченного конуса, а их разность меньше разности наружного и внутреннего диаметров втулки.
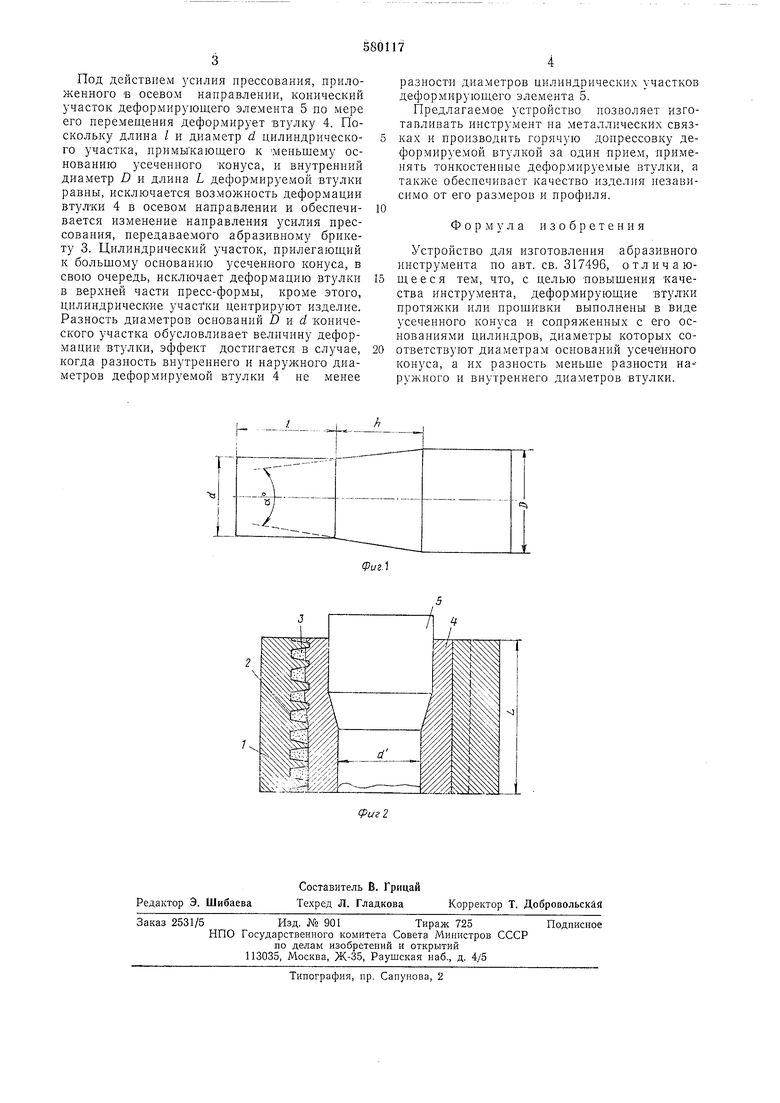
На фиг. 1 изображено описываемое устройство; на фиг. 2 - деформирующий элемент.
Устройство со.держкт матрицу 1 с располол-сенными в ней камерами 2, в которых размещаются абразивные брикеты 3, деформируемая втулка 4, внутренний диаметр которой равен диаметру цилиндрического участка, примыкающего к мало.му основанию усеченного конуса и деформирующего элемента 5.
Изготовление инструме 1та в предлагаемой пресс-форме производится следующим образом.
Изготовленный из абразнвной смеси брикет 3 помещают в камеру 2, затем вводят деформируемую втулку 4, выполненную, например, из латуни Л62, и производят нагрев до темиературы сиекания абразивной смеси (например, для связки Ml, состоящей из 80% воды и 20% олова до 730-750°С), после чего вводят в пресс-форму деформирующий элемент 5 и осуп1,ествляют горячую допрессовку.
Под действием усилия прессования, приложеиыого в осевом направлении, конический участок деформирующего элемента 5 по мере его перемещения деформирует втулку 4. Поскольку длина / и диаметр d цилиндрического участка, примыкающего к меньщему основанию усеченного конуса, и внутренний диаметр D и длина L деформируемой втулки равны, исключается возможность деформации втулки 4 в осевом направлении и обеспечивается изменение направления усилия прессования, передаваемого абразивному брикету 3. Цилиндрический участок, прилегающий к больщому основанию усеченного конуса, в свою очередь, исключает деформацию втулки в верхней части пресс-формы, кроме этого, цилиндрические y4actKH центрируют изделие. Разность диаметров оснований D -к d конического участка обусловливает величину деформации втулки, эффект достигается в случае, когда разность внутреннего и наружного диаметров деформируемой втулки 4 не менее
разности диаметров цилиндрических участков деформирующего элемента 5.
Предлагаемое устройство позволяет изготавливать инструмент на металлических связках и производить горячую донрессовку деформируемой втулкой за один прием, применять тонкостенные деформируемые втулки, а также обеспечивает качество изделия независимо от его размеров и профиля.
Формула изобретения
Устройство для изготовления абразивного инструмента цо авт. св. 317496, отличающееся тем, что, с целью повышения качества инструмента, деформирующие втулки протяжки или прошивки выполнены в виде усеченного конуса и сопряженных с его основаниями цилиндров, диаметры которых соответствуют диаметрам оснований усеченного конуса, а их разность меньше разности на-ружного и внутреннего диаметров втулКи.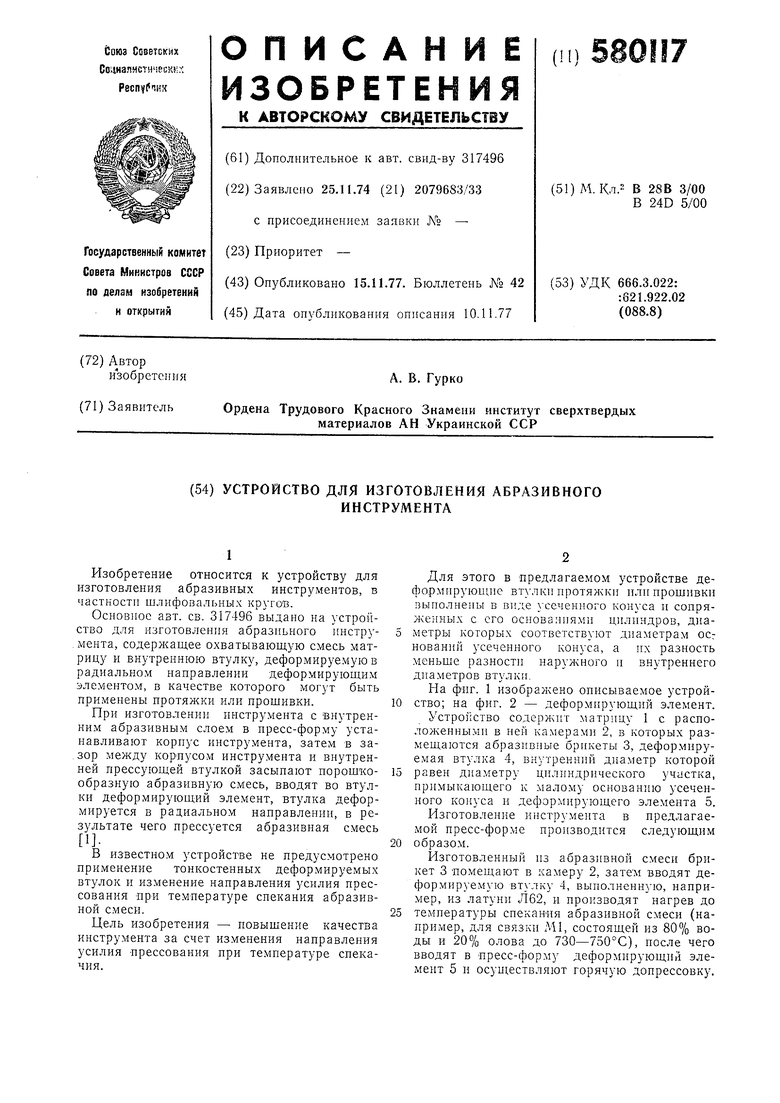
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1971 |
|
SU317496A1 |
| Инструмент для прошивки заготовки под прессование | 2015 |
|
RU2611634C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| Сборная прошивка | 1979 |
|
SU874282A1 |
| Устройство для остановки процесса деформирующего протягивания | 1977 |
|
SU742057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Способ прессования трубчатых изделий из порошка и устройство для его осуществления | 1982 |
|
SU1068227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486986C2 |
| Способ изготовления полых изделий с раструбом | 1978 |
|
SU719773A1 |
«
