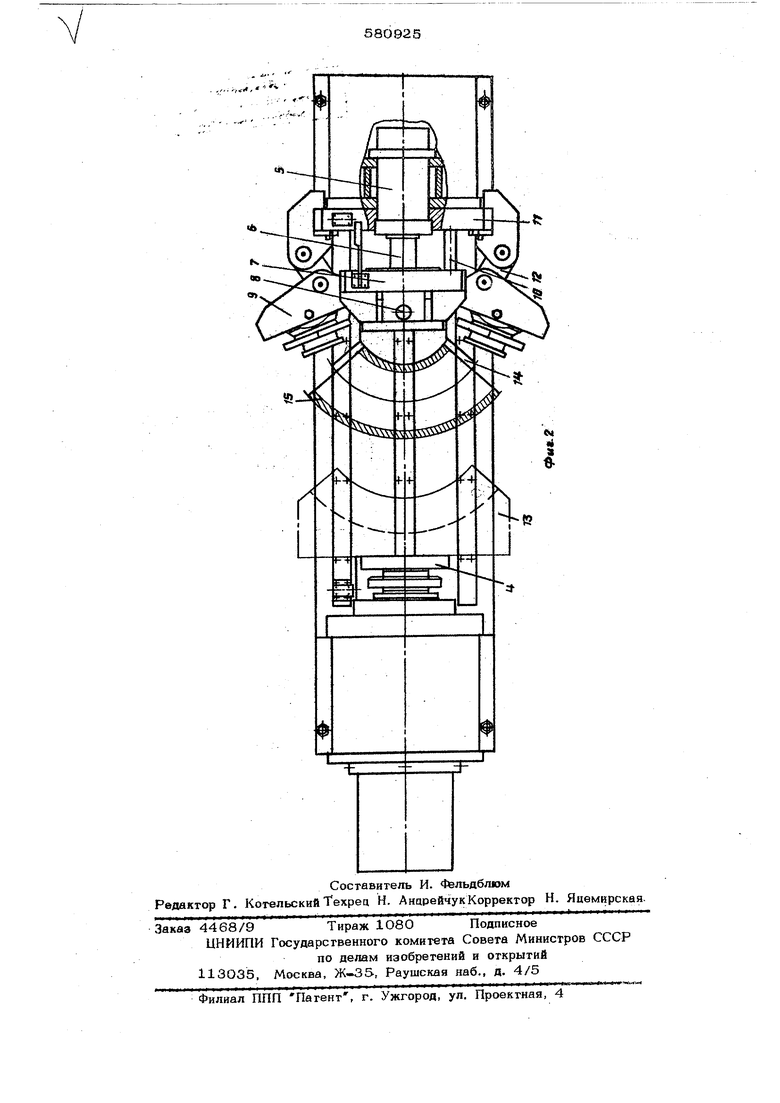
ки с плунжером 6 (фиг. 2). Торец ялув жера 6 соединен с кареткой 7, несущей ось 8 боковых поворотных ползунов 9. Каре гка 7 связана четырьмя направЛ5пощими колонками 10 с неподвижной граверсой 11 жесткоСоединенной со«таниной 1. Ползуны 9 шарнирно связаны соединительными эв© ньями 12с этой же траверсой.
Инструмент 13, 14 (фиг. 2) крелитса к главному ползуну 4,н к каретке 7.
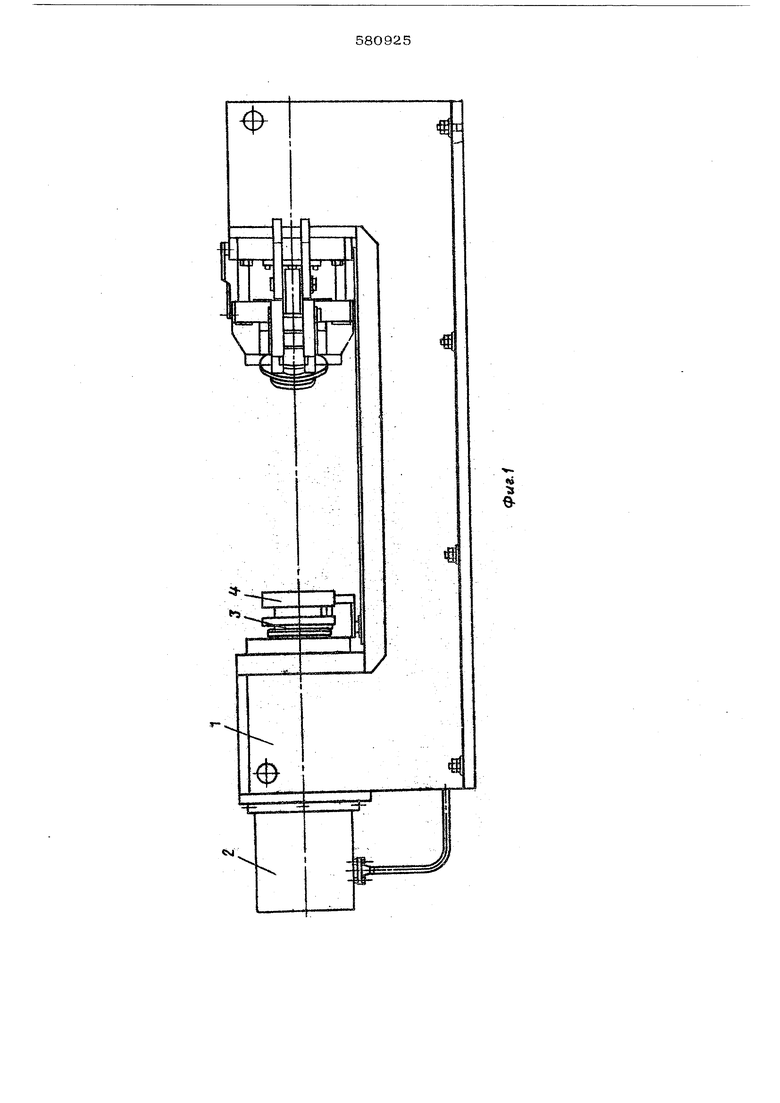
Пресс работает следующим образом. В исходном положении штоК 3 главного цилиндра 2 находится в крайнё&1 левом по ложенив, плунжер 6 цилиндра S вместе с кареткой 7 выдвинут в крайнее левое поло жение. Отвод 15 устанавливают на стол станины 1 вблизи инструмента 14, формируюющего его вогнутую часть, т.е. короткая образующая отвода обрашена в сгорону лмретки 7. При включении рабочего хода глав кого цилиндра 2 его шток 3 и главный пол зун 4 вместе с инструментом 13, форм, мирующим выпуклую образующую отвода, перемещаются вправо до смыкания анстру- мента - В сомкнутом сосгойнии под дейсг вием усилия главного цилиндра 2 при под поре цилиндра 5 отвод, инструмент н ка ретка перемещаются в крайнее правое по ложение до соприкосновения с непрдвижнснЁ траверсой 11 - происходит объёмная пра1ака При этом осуществляется также поворот относительно оси 8 ползунов 9 с калибрующими снтравками навстречу изделию.
Так как калибрующие оправки перек е щаются по )радиусу, внутренний Диаметр от вода калибруется на большой длине, что поз воляет улучшить качество изделия. Благодаря тому, что калибровка горцов по вну треннему диаметру совершается одновремв но с объемной правкой изделия по всей длине, процесс происходит за сравнительно короткий тромежуток йЦ емени.
При;обратном ходгпроисходит перемещение отвода, инструмента и каретки 7 в исходное положение. При этом выводятся и9 отвода калибрующие оправки и размыкается инструмент. Шгок 3 главного цилиндра 2 быстрр- перемещается в крайнее левоб (исходное) положение, а каретка 7 под действием цилиндра 5 - в свое исходное поло жение.
Формула йёобретевия
Гидравлический пресс для правки в ка либровкй отводов, содержащий установленны на станине силовой лвциндрс главным ino№зуном, каретку со смонтированными на ее ОСЕ поворотными ползунами и цилиндр при вода поворотных йолаунов, о т л и Ч а Ю щ и и с а тем, что с повьпиенй надежности и долговечности пресса путем обеспечения движения поворот ных , он снабжен закрепленными на станине направляющими колонками и jQiEyMa соединительными звеньями, каретка смонтирована ва направляющих колонках с возможностью осевого перемещения, цилиндр привода повсзротных ползунов установлен по (жй станины и его яДунжер соединен с ва ткой. а поворотные ползуны шарнирно свизаны соединительными {«веньйми со ставйноЙ.
ц
е
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс | 1978 |
|
SU774963A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Гидравлический пресс для правки и калибровки отводов | 1974 |
|
SU504582A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Машина для литья под давлением отливок, армированных многожильным канатом | 1976 |
|
SU747616A1 |
| Устройство для формоизменения раздачей полых металлических заготовок | 1987 |
|
SU1417968A1 |
| Устройство к прессу | 1972 |
|
SU715354A1 |