1
Изобретение относится к оборудованию для обработки металлов давлением, в частности к правильным нрессам.
Известен гидравлический пресс для правки и калибровки отводов, содержащий расположенные на станине главный и боковые гидравлические цилиндры, несущие ползуны. 1.
Цель изобретения - повысить производительность пресса.
Для этого боковые ползуны свободно посажены одними концами на оси, установлены симметрично относительно оси правки и шарнирно соединены со штоками боковых гидравлических цилиндров.
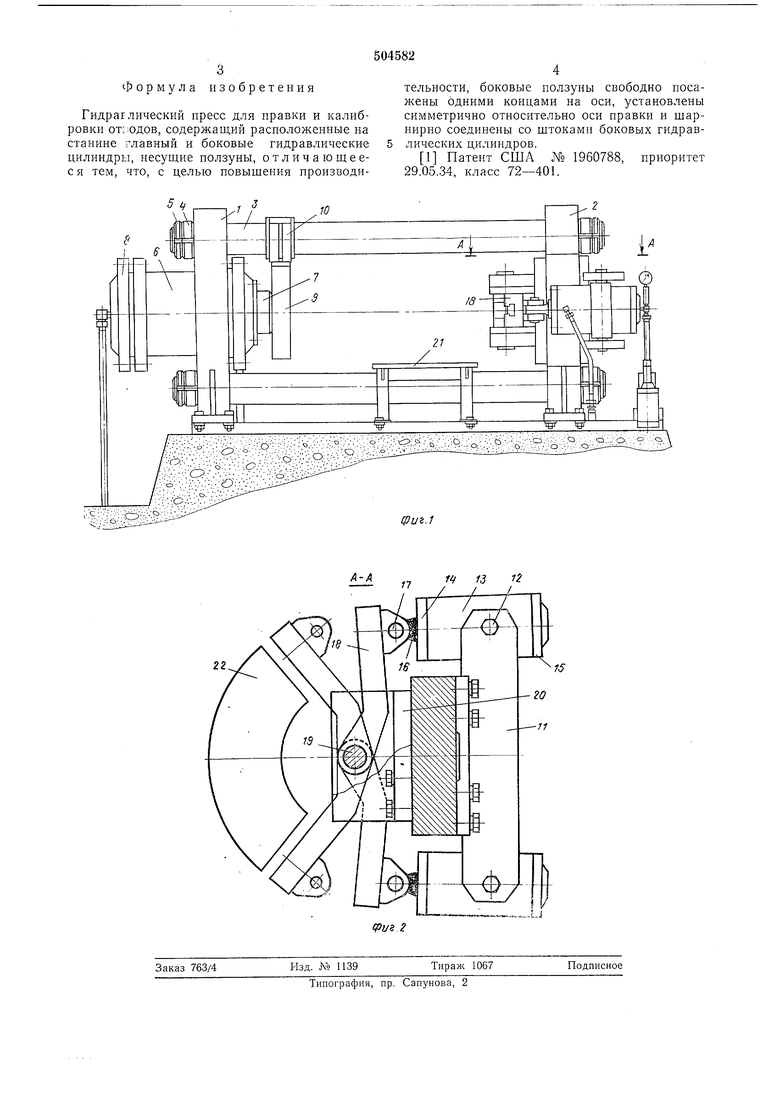
На фиг. 1 изображен предлагаемый пресс, общий вид; на фиг. 2 - сечение по А-А на фиг. 1.
Пресс смонтирован на общей сварной раме. Станина пресса сборная и состоит из левой 1 и правой 2 неподвижных траверс и двух колонн 3, стянутых гайками 4 и контргайками 5 в одну жесткую систему.
На левой траверсе установлен главный гидроцилипдр 6, внутри которого размещен щток 7 с порщнем. Торцы цилиндра закрыты крыщками 8. На торце штока закреплен главный ползун 9 пресса с направляющей втулкой 10. На правой неподвижной траверсе 2 (см. фиг. 2) закреплены две сборно-сварных щеки 11 с отверстиями для осей 12 боковых гидроцилиндров 13 с крышами 14 и 15. Внутри этих цилиндров размещены штоки 16 с поршнями. Штоки шарнирно соединены осями 17 с про3 шинами поворотных ползунов 18, которые
связаны в центре радиуса кривизны изделия осью 19. Ось 19 установлена в отверстиях сборно-сварных щек 20, закрепленных с помощью болтов на передней плоскости правой траверсы. Инструмент (на чертеже не показан) крепится к щекам 20 и к ползуну 9.
Для удобства смены инструмента в прессе предусмотрен стол 21. Иресс работает следующим образом. Перед подачей отвода 22 в рабочую зону
ползун 9 устанавливают в крайнее левое положение, а поворотные ползуны 18 - в крайнее правое положение. Отвод 22 устанавливают вблизи инструмента, формующего вогнутую его часть, т. е. короткая образующая отвода обращена в сторону осп 19.
При включении рабочего хода ползуна 9, совершающего возвратно-ноступательное движение, шток 7 главного цилиндра 6 вместе
с инструментом, формующим выпуклую образующую отвода 22, перемещается вправо. При этом электрической схе.мой с помощью конечных выключателей предусмотрено одновременное перемещение поворотных ползунов 18
навстречу изделию.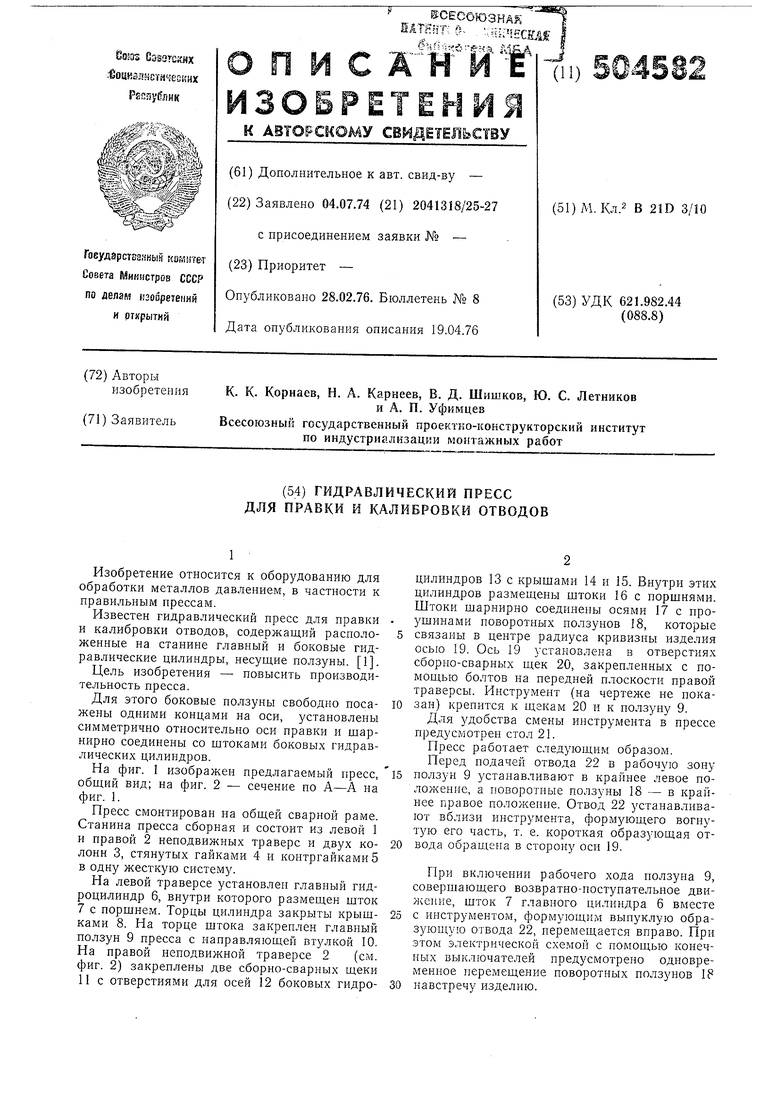
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для правки и калибровки отводов | 1976 |
|
SU580925A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| УСТАНОВКА ДЛЯ ПРАВКИ КОЛЕЦ | 2022 |
|
RU2798279C1 |
| Листоправильная машина | 1986 |
|
SU1362529A1 |
| Устройство для прессования пустотелого сборного строительного элемента | 1990 |
|
SU1821374A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ИСПЫТАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2004 |
|
RU2281473C2 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С МЕХАНИЗМОМ ПОДЪЕМА | 2013 |
|
RU2544717C2 |
| ПРЕСС | 2001 |
|
RU2266204C2 |
| Гидравлический правильный пресс | 1979 |
|
SU804073A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1972 |
|
SU347100A1 |
