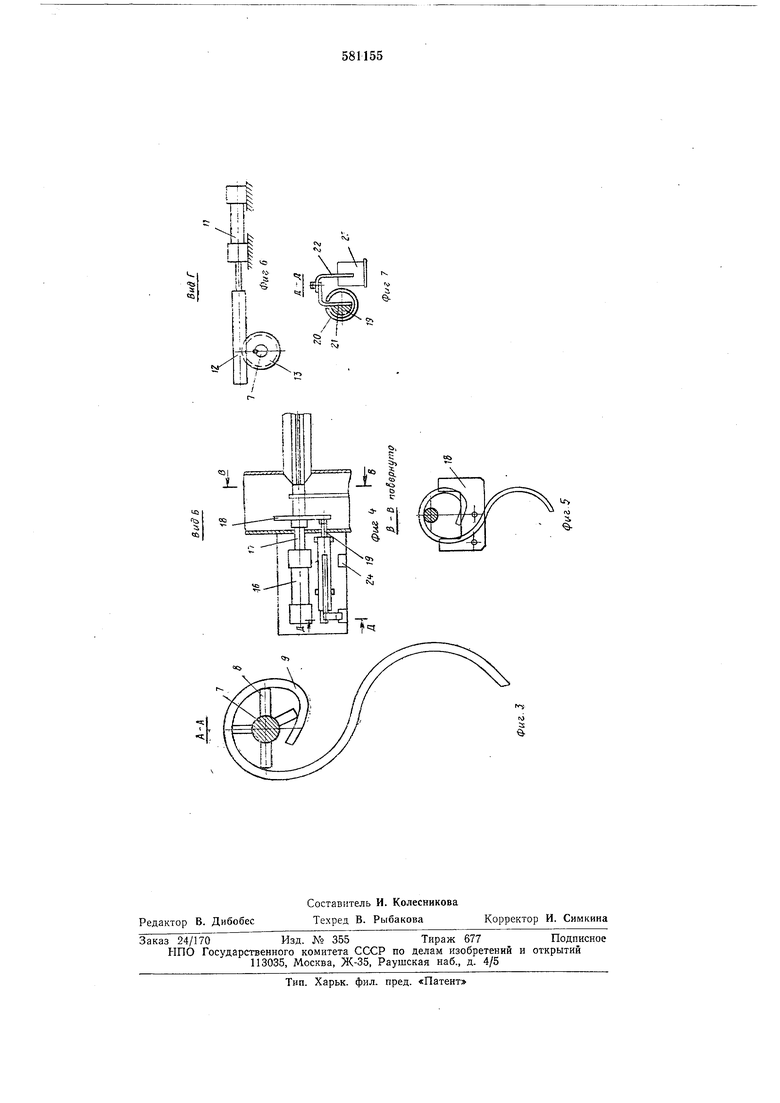
22, взаимодействующим с концевыми выключателями 23 и 24.
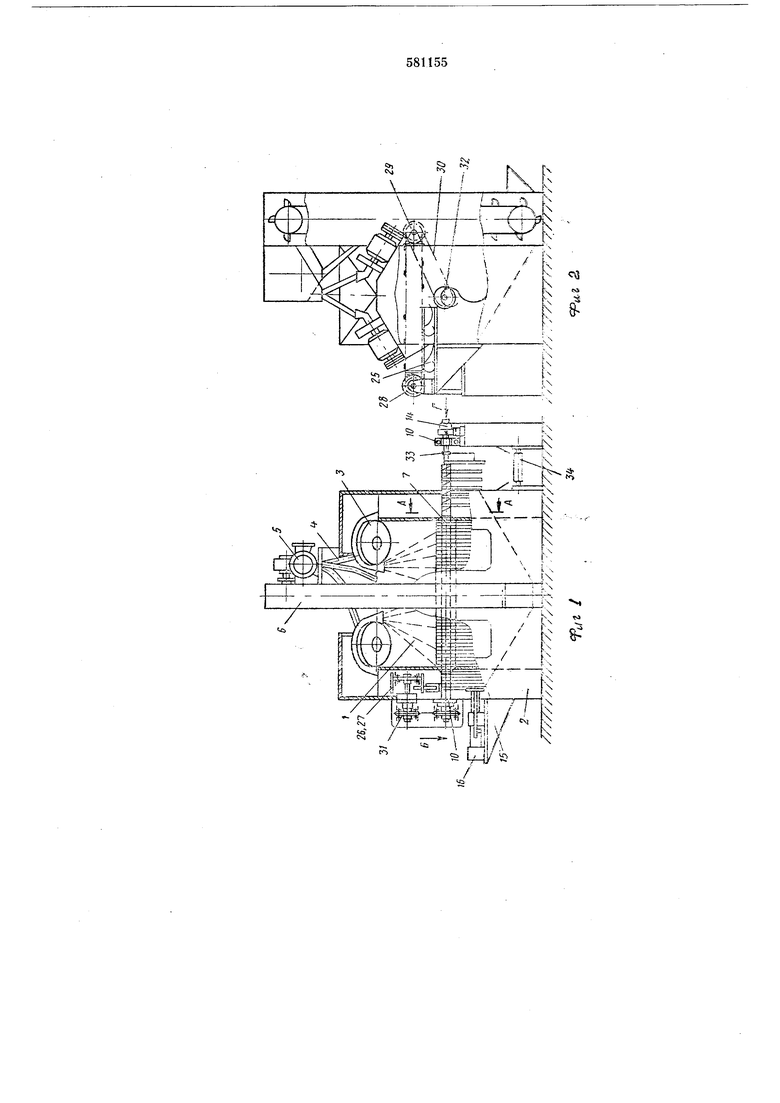
Над загрузочной частью вала 7 на корпусе 2 за.креплен лоток 25, над кото.рым расположены взаимосвязанные толкающие элементы 26, прикрепленные к цепи ,27, натянутой на звездочках 28 и 29, привод которой осуществляется от вала 7 с помощью цепи 30, натянутой на звездочки 31 и 32. На разгрузочной части вала 7 закреплен рычаг 33 для выгрузки изделий 9, цод которым установлен приемный транспортер 34. Дно рабочей камеры 1 выполнено наклонным а сторону элеватора 6.
Изделия загружают на вал 7 с лотка 25, по которому изделия 9 продвигаются толкателями 26, прикрепленными к цепи 27 и перемещающимися с ней. Изделие 9 проталкивается по валу толкателем /5, npi: этом фиксатор 19 предотвращает перекос его при работе. По конической части вала 7 изделия вводятся в камеру /, перемещаясь по валу плотным пакетом. Наклеп дроби из дробеметных аппаратов 5 производится при заполнении изделиями всей рабочей части вала 7. Дробь попадает в дробеметные аппараты 9 по трубопроводам 4 из сепаратора 5, куда она подается элеватором 6 со дна камеры 1.
Вращение вала 7 согласуется с работой толкателя 18, фиксатор 19 которого взаимодействуя с концевыми выключателями 23 и 24, фиксирует положеиие толкателя IS. При этом вал 7 с помощью силового цилиндра 11с рейкой 12 и щестерни 13 поворачивается на 360°. Из рабочей камеры / изделия 9 выводятся по поверхности разгрузочной части вала 7, выполненной с
червячной нарезкой. Достигнув рычага 33, изделия 9 при очередном повороте вала 7 сбрасываются на приемный транспортер 34.
Эффективность предлагаемой установки заключается в том, что вал с разновеликими ребрами для удерлчания И ыращевия изделий позволяет обрабатывать щирокую номенклатуру изделий, в том числе
8-образ1ную стойку культиватора, с достижением 9 ав но мерного иаклепа их. Меняя величину и качество ребер на рабочей поверхности вала, можно приспосабливать его для обработки любых изделий, имеющпх поверхность для насаживания их на вал. В известных установках эти изделия переиосятся в камере на подвесных конвейерах, не позволяющих вращать изделия вокруг горизонтальной оси, что не обеспечивает равномерного наклепа их.
Формула изобретения
Установка для дробеструйной обработки деталей ио авт. св. № 285805, отличающаяся тем, что, с целью обработки S-образ.ных деталей, механизм вращения изделий выполиен в виде вала с гладкой загрузочной частью, рабочая часть которого снабжена разновеликим.и ребрами, соответствующими виутреннему сечеиию обрабатываемой детали, а иаружиая поверхность разгрузочной части его выполнена с червячной нарезкой.
Источник информации, принятый во ниимание при экспертизе:
1. Авторское свидетельство 285805, кл. С 21 D 7/06, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДРОБЕСТРУЙНОГО НАКЛЕПА ИЗДЕЛИЙ | 1970 |
|
SU261433A1 |
| Дробеметная установка для упрочнения деталей | 1988 |
|
SU1801729A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ПОДАЧИ ЛИСТОВОЙ ЦЕЛЛЮЛОЗЫ В РАЗРЫХЛИТЕЛЬНЫЕ Л^АШИНЫ | 1972 |
|
SU419589A1 |
| Установка для дробеметной обработки поверхностей изделий | 1989 |
|
SU1713787A1 |
| Электропечь для термообработкииздЕлий | 1978 |
|
SU800560A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДРОБЕМЕТНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU301265A1 |
| Дробеметная камера для обработки листового проката | 1988 |
|
SU1593934A1 |
| Дробеметная установка для очистки наружной поверхности цилиндрических изделий | 1986 |
|
SU1433779A1 |
| Автоматическая линия для изготовления пружин | 1983 |
|
SU1215968A2 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |