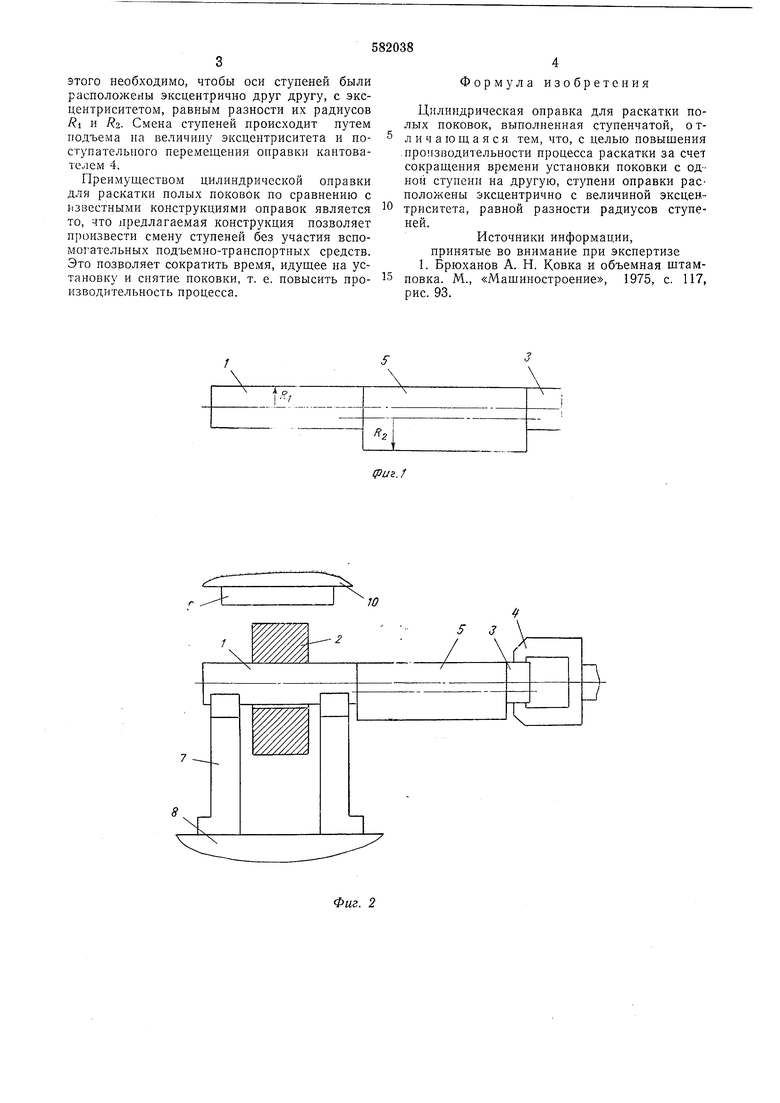
этого необходимо, чтобы оси ступеней были расположены эксцентричпо друг другу, с эксцентриситетом, равным разности их радиусов и Rz. Смена ступеней происходит путем подъема на величину эксцентриситета и поступательного перемещения оправки кантователем 4.
Преимуществом цилиндрической оправки для раскатки полых поковок по сравнению с известными конструкциями оправок является то, что предлагаемая конструкция позволяет произвести смену ступеней без участия вспомогательных подъемно-транспортных средств. Это позволяет сократить время, идущее на установку и снятие поковки, т. е. повысить производительность процесса.
Формула изобретения
Цилиндрическая оправка для раскатки полых поковок, выполненная ступенчатой, о тл и ч а ю щ а я с я тем, что, с целью повыщения производительности процесса раскатки за счет сокращения времени установки поковки с одной ступени на другую, ступени оправки расположены эксцентрично с величиной эксцентриситета, равной разности радиусов ступеней.
Источники информации, принятые во внимание при экспертизе 1. Брюханов А. Н. Ковка и объемная щтамповка. М., «Машиностроение, 1975, с. 117, рис. 93.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскатки полых цилиндрических заготовок | 1988 |
|
SU1620200A1 |
| Способ изготовления поковок дисков | 1988 |
|
SU1579626A1 |
| Способ изготовления полых поковок | 1985 |
|
SU1303235A1 |
| Способ изготовления полых цилиндрических поковок преимущественно ступенчатой формы | 1987 |
|
SU1447517A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2005 |
|
RU2297892C2 |
| КУЗНЕЧНЫЙ БОЕК ДЛЯ РАСКАТКИ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2006 |
|
RU2349411C2 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ДЛИННОМЕРНЫХ ТРУБ ДИАМЕТРОМ 500 ММ И БОЛЕЕ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2006 |
|
RU2322315C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ | 2013 |
|
RU2545948C2 |
Фиг. 2
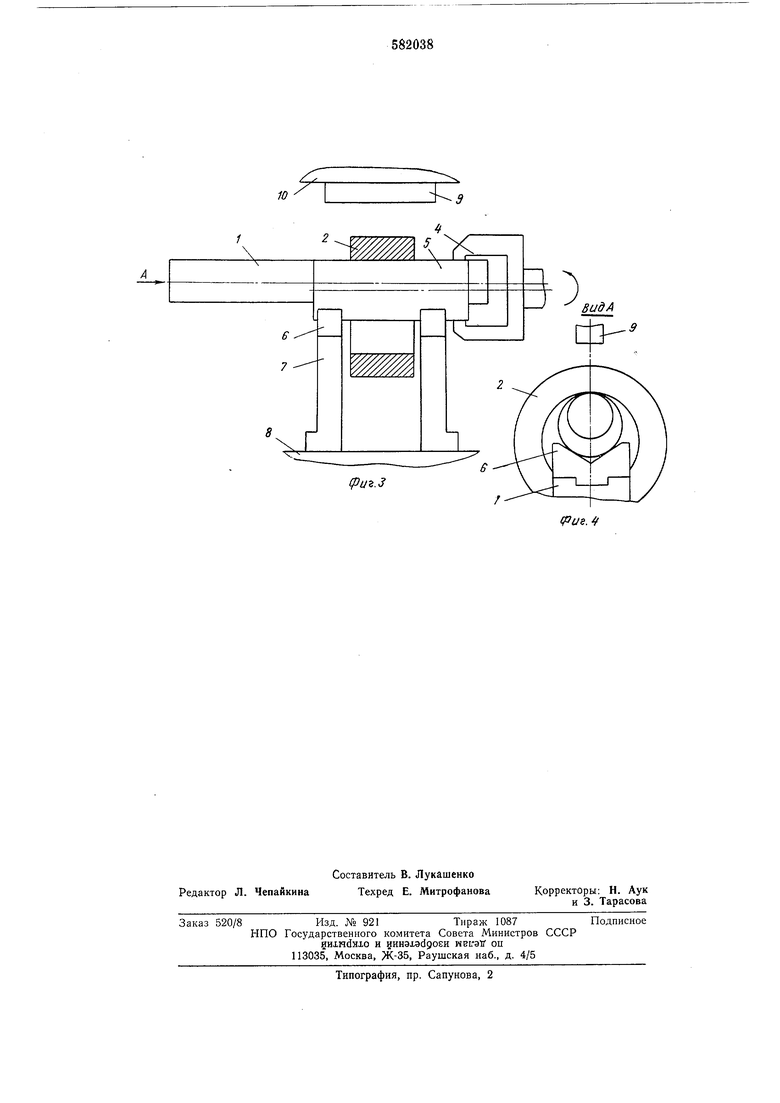
(риг.З
