(54) ПРЕСС БРИКЕТНЫЙ ШТЕМПЕЛЬНЫЙ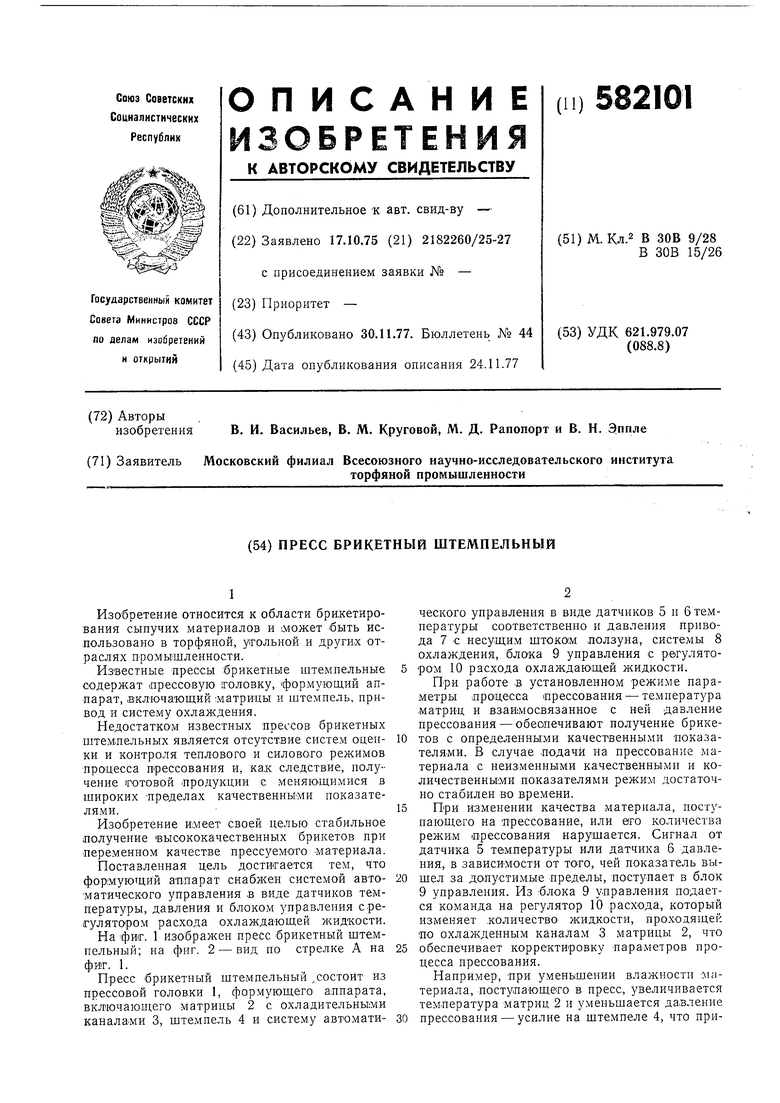
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения относительной деформации торфа при прессовании на штемпельном прессе и устройство для его осуществления | 1980 |
|
SU969540A1 |
| Брикетный штемпельный пресс | 1988 |
|
SU1574477A2 |
| БРИКЕТНЫЙ ШТЕМПЕЛЬНЫЙ ПРЕСС | 1996 |
|
RU2088406C1 |
| ПРЕСС БРИКЕТНЫЙ УНИВЕРСАЛЬНЫЙ | 1998 |
|
RU2147994C1 |
| Штемпельный брикетный пресс | 1991 |
|
SU1773727A1 |
| Подпрессовщик брикетного пресса | 1987 |
|
SU1500507A1 |
| Брикетный штемпельный пресс | 1980 |
|
SU885046A1 |
| БРИКЕТНЫЙ ШТЕМПЕЛЬНЫЙ ПРЕСС | 2013 |
|
RU2524032C1 |
| Система автоматического управления торфобрикетным прессом | 1978 |
|
SU734015A1 |
| Пресс штемпельный брикетный | 1982 |
|
SU1038252A1 |
1
Изобретение относится к области брикетирования сыпучих материалов и может быть использовано в торфяной, угольной и других отраслях промышленности.
Известные прессы брикетные штемпельные содержат прессовую головку, формующий аппарат, включающий :матрищы и штемпель, привод и систему охлаждения.
Недостатком известных прессов брикетных штемлельных является отсутствие систем оцепки и контроля теплового и силового режимов процесса прессования и, как следствие, получение готовой .-продукции с меняющимися в щироких Пределах качественны-ми показателями.
Изобретение имеет своей целью стабильное получение высококачественных брикетов при переменном качестве прессуемого -материала.
Поставленная цель достигается тем, что формующий аппарат снабжен системой автоматического управления .в виде датчиков температуры, давления и блоком управления срегулятаром расхода охлаждающей жидкости.
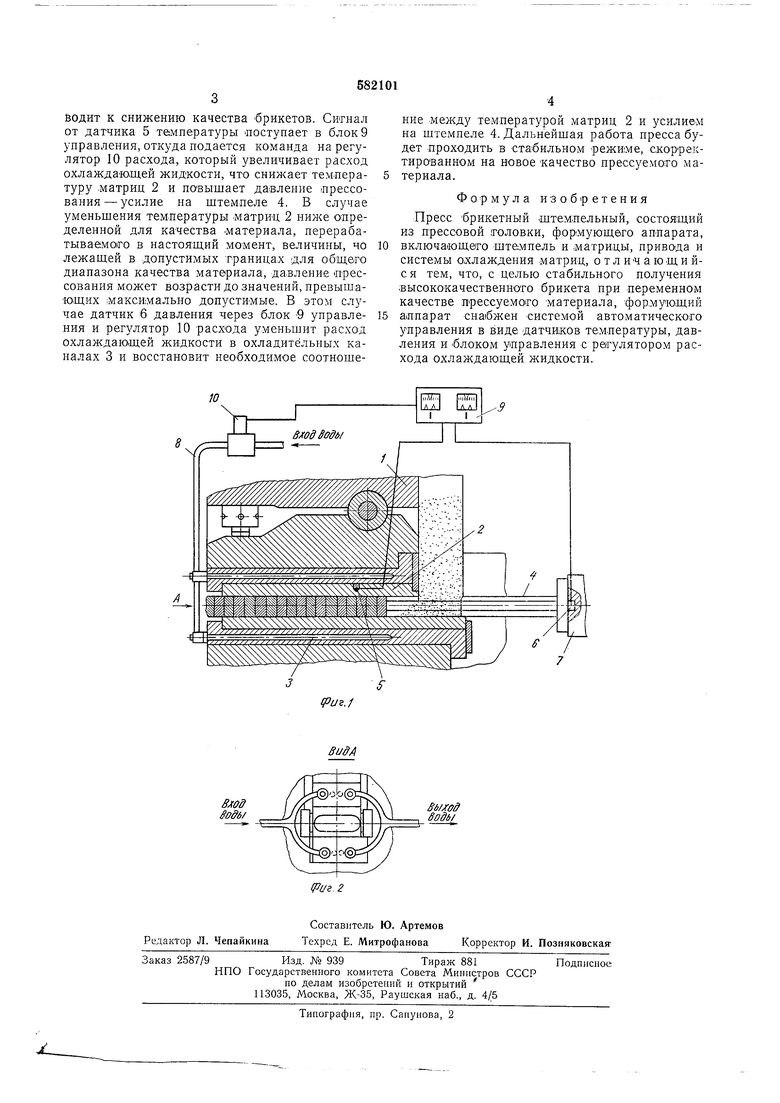
На фиг. 1 изображен пресс брикетный щтемпельный; на фиг. 2 - вид по стрелке А на . 1.
Пресс брикетный штемпельный .состоит из прессовой головки 1, формующего аппарата, включаюп1его матрицы 2 с охладительными каналами 3, штемпель 4 и систему автоматического управления в виде датчиков 5 и 6 температуры соответственно и давления привода 7 с несущим щтоком ползуна, системы 8 охлаждения, блока 9 управления с регулятором 10 расхода охлаждающей жидкости.
При работе ,в установленном режиме иараметры процесса прессования - температура матриц и взаимосвязанное с ней давление прессования обеспечивают получение брикетов с определенными качественными показателями. В случае подачИ на прессование материала с неиз:меииыми качественными и количественными показателями режим достаточио стабилен во времени.
При изменении качества материала, поступающего на прессование, или его количества режим прессования нарушается. Сигнал от датчика 5 температуры или датчика 6 давления, в зависимости от того, чей показатель вышел за допустимые пределы, поступает в блок 9 управления. Из блока 9 управления подается команда на регулятор 10 расхода, который изменяет количество жидкости, проходящей по охлажденным каналам 3 матрицы 2, что обеспечивает корректировку параметров процесса прессования.
Например, при уменьшении влал ности :материала, поступающего в пресс, увеличивается температура матриц 2 и уменьшается давление прессования - усилие на щтемпеле 4, что при
