В настоящее время бесцентровое шлифование конических роликов сквозной подачей осуществляется с помощью шнекового барабана, причем обрабатываемые детали опираются на призматический нож. В практике работы подшипниковых заводов обнаружилось, что шлифованные таким образом конусы имеют не прямолинейную, а вогнутую образующую поверхности качения. Причиной этого является следующее обстоятельство. Призматический нож, на который опираются ролик» при шлифовании, установлен горизонтально, и ролики, передвигаемые давлением нарезки шнекового барабана вдоль образующей шлифовального круга, ложатся на этот призматический нож своей прямолинейной образующей. Если бы ролик перемещался вдоль образующей шлифовального круга таким образом, что ось вращения ролика лежала бы в плоскости оси шлифовального круга, т.е. если бы имело место пересечение оси ролика и шлифовального круга, и, как следствие этого, наличие у них общей прямолинейной образующей (контактной линии), то на изделии профилировался бы точный конус. Поскольку же ролик ложится своей образующей на нож, т.е, поскольку он перекашивается, ось его не пересекается с осью шлифовального круга и он не имеет с крутом общих прямолинейных образующих, разумеется, в случае, если мы продолжаем рассматривать ролик, как конус. Иными словами, если ролик перекашивается относительно шлифовального круга, то коническая заготовка будет соприкасаться с режущим кругом только в одной точке его и именно в ней начнется резание. В дальнейшем круг, вырезав металл в районе точки первого соприкасания, углубится в изделие дальше, понемногу расширяя поверхность резания. Когда ширина этой поверхности будет равна ширине обрабатываемого конуса, поверхность его окажется искривленной. С геометрической точки зрения профилирование по кривой происходит потому, что поверхность изделия - поверхность вращения профилируется прямой линией (прямолинейной образующей шлифовального круга), расположенной пространстве так, что она перекрещивается а не пересекается с осью ролика. При этой на изделии должен профилироваться однополый гиперболоид вращения, кривизна вещественного участка которого зависит от диаметра, ролика угла пегаса и наименьшего расстояния между профилирующей ролик прямолинейной образующей и его осью вращения.
Из изложенного ясно, что когда подающий шнек передвигает ролики мимо шлифовального круга, нужно, чтобы ролики не перекашивались.
С этой целью предлагается применить плоский пилообразный опорный нож, устанавливаемый поверх неподвижной опоры. Нож этот выполнен подвижным вместе с роликами в продольном направлении между шлифовальным и ведущим кругами. Передвижение ножа осуществляется за счет давления нарезки ведущего круга, передающегося на нож через ролики. Плоский нож может быть заменен шнековым опорным валиком.
На чертеже фиг. 1 поясняет применение пилообразного ножа, а фиг. 2 - применение шнекового валика.
Подача осуществляется, как и обычно, ведущим шнековым кругом, нож же 5 выполнен пилообразным (фиг. 1) с углом наклона зубцов, равным углу конусности роликов 1 и 4. Этот нож передвигается по неподвижной опоре 6 вместе с лежащими на нем роликами силой давления, передающегося через ролики от ведущего круга. Для успешной работы необходимо иметь у станка несколько таких ножей и ставить их один за другим на неподвижную опору 6. Ножи, прошедшие между шлифовальным кругом 2 и ведущим шнековым кругом, выпадают с противоположной стороны станка вместе с готовыми роликами и через определенные промежутки времени могут возвращаться на рабочее место станочника. Чтобы избежать этого неудобства, необходимо иметь несколько ножей и ходить взад и вперед за ними; можно самый нож «выполнить также в виде шнекового валика 7 (фиг. 2), подобного ведущему кругу, но гораздо меньших размеров. Необходимо, чтобы опорный шнековый валик и подающий шнек вращались синхронно.
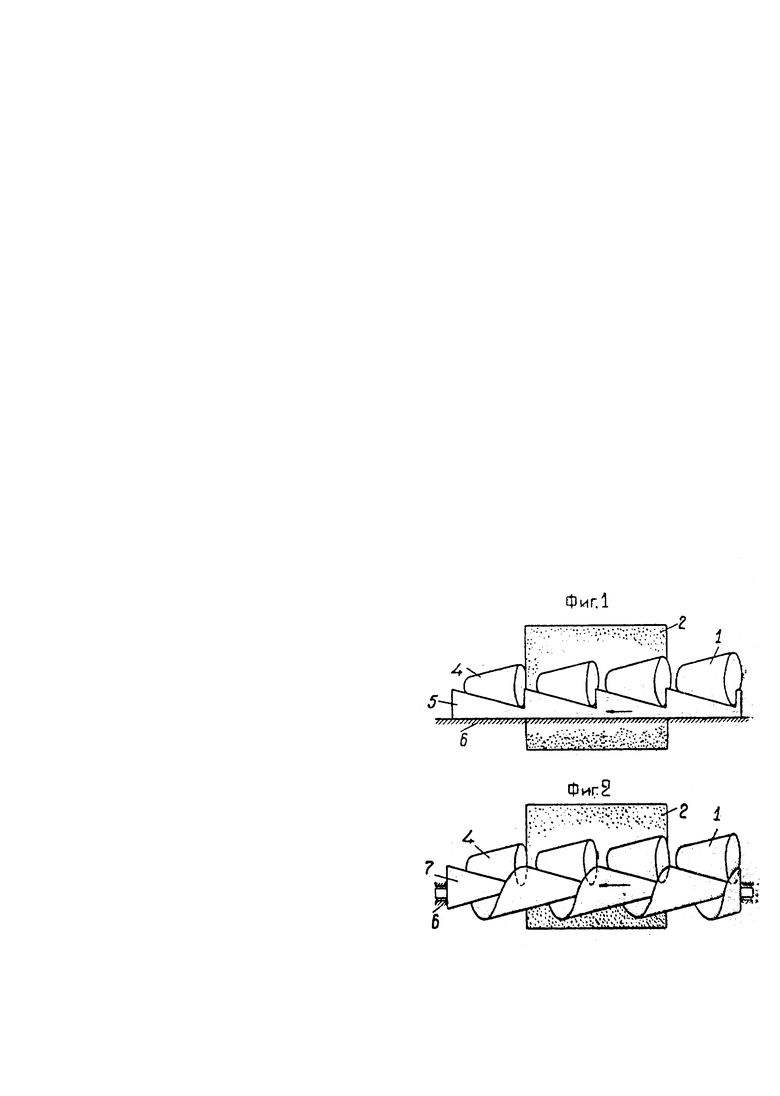
1. Станок для бесцентрового шлифования конических роликов сквозной подачей с применением шнекового ведущего круга, отличающийся тем, что для обеспечения ролику в процессе шлифования такого положения, при котором его ось пересекается с профилирующей прямолинейной образующей шлифовального круга, с целью предотвращения вогнутости на боковой поверхности ролика, применен плоский пилообразный нож 5 (фиг. 1), устанавливаемый поверх неподвижной опоры 6 и подвижный вместе с роликами в продольном направлении между шлифовальным и ведущими кругами за счет давления нарезки последнего, передающегося на нож через ролики.
2. Видоизменение станка по п. 1, отличающееся применением, взамен опорного ножа, шнекового валика 7 (фиг. 2), вращающегося синхронно с ведущим кругом.
