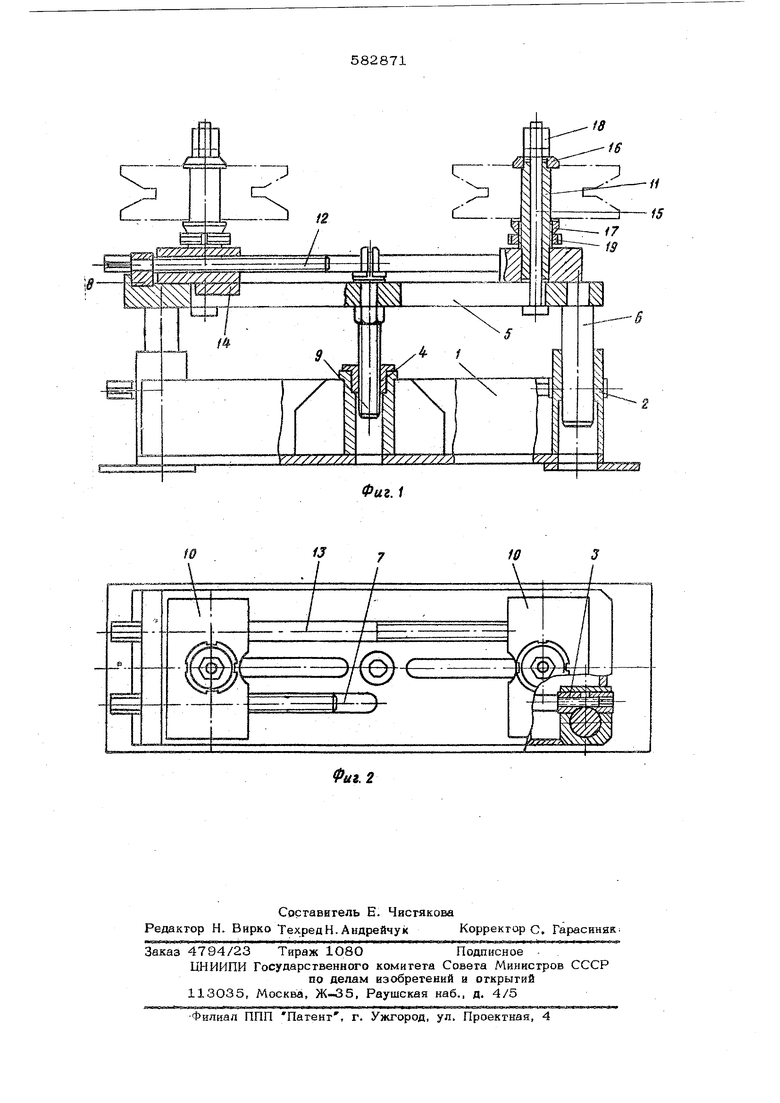
Изобретение отисюнтся к обработке металлов давлением, в частности к устройства для перемещения, поддерживания и фиксирования заготовок в профилегибочных агрегата Известен стоп с вертикальными рол№ками, включенный в профилегибочный станок fll . Он состоит из ,сварных или питых оснований, на верхней поверхности которых в пазах установлены ползуны с вертикальными осями для роликового инст- румента. При этом ползуны могут перемещаться в горизонтальном направлении с помощью винтового механизма. Изменить положение роликового инструмента в вертикальной плоскости можно посредством переходных плит и пластин, устан вив их под основание стола, или с помощью вертикального регулировочного винта. Однако на осуществление вертикальной регулировки роликового инструмента затрачивается много времени, оси же роликов в период работы станка могут отклоняться ОТ вертикали. Известен стол с вертикальными роликами, содержащий верхнюю плиту, в пазах которой установлены ползуны с закрепленными в них осями роликов 2j . Верхняя плита установлена на нижнее основание стола и может перемещаться в вертикальном направлен и с помощью клинового механ зма, смонтированного в нижнем основании и имеющего направляющие планки и составной винт с правой и левой резьбой. Однако ползуны с осями роликов, .9МО1Н тнрованные в пазах верхней плиты стола, имеют люфты. В результате перемещения профилируемой заготовки между роликами возникают консольные нагрузки, которые передаются через оси роликов на ползуны, составной винт и верхнюю #литу стола. ПриЭТОМ происходит сдвиг и перекос ползунов на вел.чину люфтов всех сопрягаемых деталей и отклонение оси ролйк,з от вертикали, что влечет за собой снижение качества профилируемого изделия. Нижние базовые ториы осей роликов, служащие опорой для сменного роликового инструмента, выставлены в одну плоскость и меннть свой уровень по высоте могут лнщь СОБ месгно при перемещении верхней плигы егола. Для и1ВдиБидуальной настройки каждого роликового инструмента преходится применять шлифованные прокладки, «го увеличивает время переналадки и усложняет операцию смены инструмента Кроме того, высота верхней плиты ог раничена величиной угла подъема клиновог механизма. 1Из-за незначительной высоты подъема при малой длине стола снижаются технологические возможности стола и требуется применение переходных плит. Целью изобретения является расширение технологических возможностей стола и повышение качества изделий за счет |уве личения жесткости конструкции. С этой целью рабочий стоп-1 снабжен стяжными стержнями пи числу роликов, проходящими 1ерез выполненную полой с наружными реаьёовыми поясками для уста ковки колец бесступенчатой 1регулнровки ось ролика и сквозной nasi выполненный в верхней плите, а механизм подъема послед ней выполнен в виде направляющих колонок с тангенциальными зажимами и регулирово ным винтом. На фиг. 1 изображен стол, разрез; на фиг. 2 - то же, в плане. В корпусе 1 стола вмонтированы направ ляющие колонки 2, имеющие в верхней части тангенциальные зажимы 3. В центр корпуса 1 размешена резьбовая втулка 4. Верхняя плита S имеет две колонки 6, сквозные направляющие пазы 7 и жесткий порог 8. С помощью вертикального винта 9 регулируется; высота плиты 5. Сверху на плите 5 установлены ползуны 10, имею шие жестко закрепленные оси роликов НА Ползуны 10 могут перемещаться в горизонтальном направлении по плите 5 с помощью винтов 12 и 13 вдоль направляющих пазов 7 в ориентированном шпонками 14 положении. j В отверстиях-осей 11 смонтированы стяжные стержни 15, бур тыкоторых опираются на нижнк ю поверхностьплиты 5, На уровне шейки осей 11 навинчены торцевые кольца 16 в 17 с контргайками 18 и 19. Настройка стола с вертикальными роликами осуществляется следующим образом. Разжимают тангенциальные зажимы 3, и при ПОМОЩИ винта 9 предварительно устанавливают, на необходимую высоту верх нюю плиту 5. Затем эту высоту фиксируют с помощью тангенциальных зажимов 3. После этого осуществляют горизонтальную регулировку осей 11 с помощью винтов 12 и 13, которые закреплены в отверстиях жесткого порога 8 с возможностью вращения. На оси 11 между торцевыми кольцами 16 и 17 устанавливают вертикальные ролики и затем производят индивидуальную тонкую регулировку этих роликов с помощью торцевых колец Ife и 17. Для обеспечения жёсткой связи ползунов 10 с верхней плитой 5 их затягивают стяжными стержнями 15 с последующим закреплением конрогайками 18 и 19. При этом система оси роликов - верх яя плита - корпус стола приобретает диную жесткую фиксацию, исключающую. ерекосы и люфты во всей системе. Формула изобретения Рабочий стол к профилегибочному стану, содержащий нижнюю и верхнюю плиты, уста новленные на последней и имеющие винтовой механизм горизонтального перемещения ползуны с закрепленными по вертикали на осях роликами и механизм подъема верхней плиты, отличающийся тем, что, с целью расширения технологических возможностей стола с одновременным повышением качества изделий за счет увеличе ния жесткости конструкции, он снабжен стяжными стержнями по числу роликов, про ходящими каждый через выполненную полой с наружн гу1И резьбовыми поясами дляустановки колец бесступенчатой регулировки ось ролика и сквозной паз, выполненный в верхней плите, а механизм подъема последней выполнен в виде направляющих ко лонок с тангенциальными зажй5йами и регулировочным винтом. Источники информации, принятые во внимание при экспертизе: 1.Давыдов В. И. и Максаков М. П, Производство гнутых тонкостенных профилей, М., Гос. научно-технологическое изд. литературы по черной и цветной метал ургии, 1959, с. 228. 2.Тришевский И. С. и др. Гцутые профи ли проката, Киев, Государственное изд. техн лит. УССР, 1962, с. 251.
Фиг. 1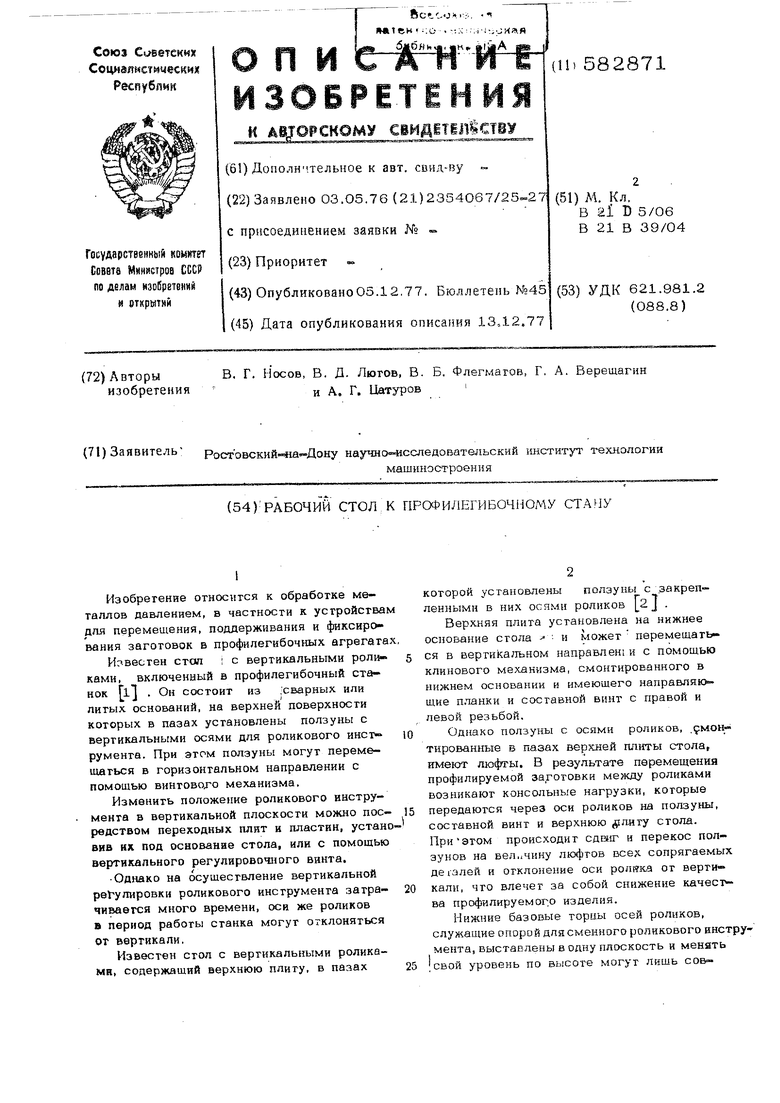
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| Валковая арматура профилегибочного стана | 1985 |
|
SU1337168A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| Профилегибочный стан | 1976 |
|
SU603462A1 |
| СПОСОБ РЕГУЛИРОВКИ ЗАЗОРА КАЛИБРА НА ТОЛЩИНУ ПРОФИЛИРУЕМОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2292250C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |