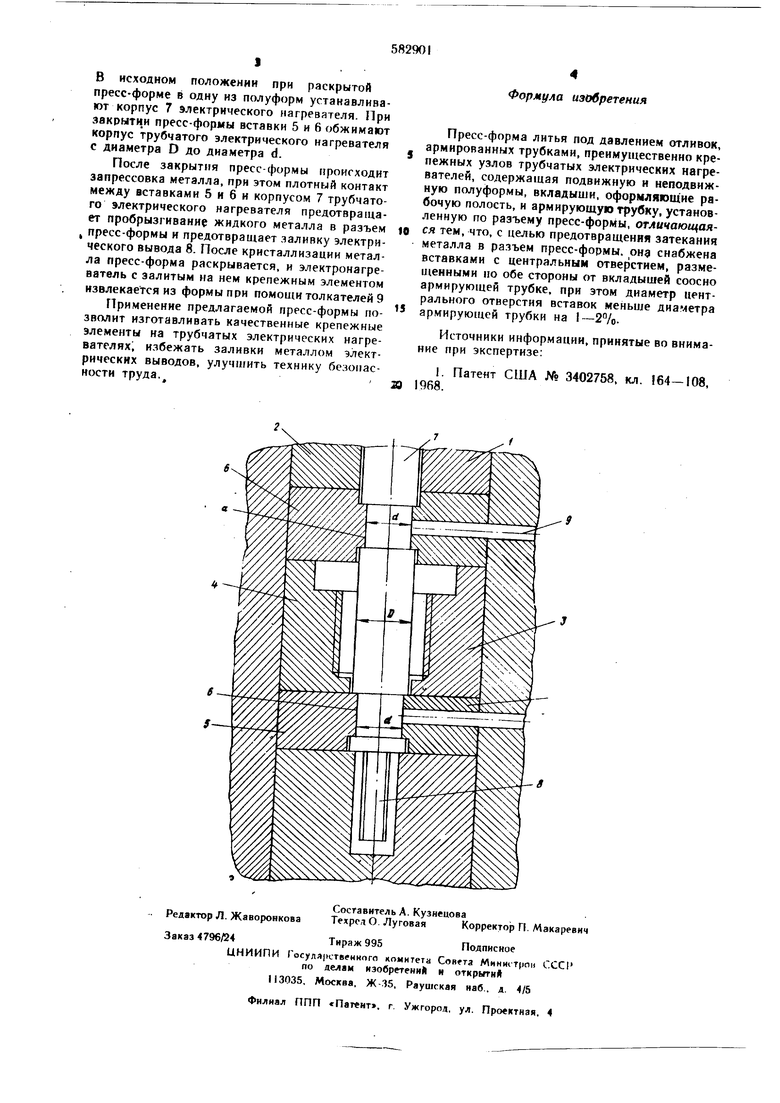
Изобретение относится к машиностроению преимущественно литейного и электротехнического производств и может быть использовано при изготовлении крепежных элементов трубчатых электрических нагревателей. Известна пресс-форма для изготовления литьем под давлением электросоединений, а именно наконечников электропроводов. Пресс-форма содержит подвижную и неподвижную полуформы, вкладыши, оформляй щие рабочую полость формы. Трубчатая арматура-провод устанавливается по разъему пресс-формы |1. Недостаток такой пресс-формы состоит в том, что она не обеспечивает плотного контакта вкладышей с арматурой, что может вызвать пробрызгиванне металла в разъем формы. Этот недостаток не позволяет использовать известную пресс-форму для изготовления соединений крепежный элемент - корпус трубчатого электронагревателя из-за большого допуска на диаметр трубки, обусловленного технологией ее изготовления. Этот допуск изменяется в пределах от +0,4 мм до 0,2 мм на диаметр, что значительно превышает минимальный размер зазоров, допустимых при литье под давлением и приводит к пробрызгиванию жидкоГО металла в разъем формы и к заливке металлом электрических выводов нагревателей, Целью настоящего изобретения является предотвраш.ение затекания жидкого металла в разъем пресс-формы и тем самым предотвращение заливки жидким металлом электрических выводов нагревателей. Это дос-тигается тем, что пресс-форма.снабжена вставками с центральным отверстием, установленными по обе стороны от вкладышей соосно армирующей трубке (корпусу нагревателя), при этом диаметр отверстия вставок меньше диаметра трубки на 1-2%. На чертеже представлена пресс-форма в разрезе. Пресс-форма содержит неподвижную полуформу I и подвижную полуформу 2, в которых установлены вкладыши 3 и 4, ()фг)рмляю1цие конфигурацию крепежного элемента, вставки 5 и 6, размещенные по обе стороны от вкладышей 3 и 4, и корпус 7 трубчатого электронагревателя, служащий арматурой и имеющий электрический вывод 8. Корпус 7 электронагревателя установлен по разъему пресс-формы. Во .вставках выполнены отверстия а и fi, диаметр d которых меньше диаметра ) корпуса 7 трубчатого электронагревателя на 1- 2/п. Пресс-форма работает следующим образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ребер на трубчатом элементе | 1980 |
|
SU907876A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU704718A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| Пресс-форма для литья под давлением отливок, армированных трубками | 1987 |
|
SU1480961A1 |
| Литьевая форма для полимерных изделий с арматурой | 1981 |
|
SU1004131A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Способ производства поршней для двигателей внутреннего сгорания с нирезистовым кольцом | 2024 |
|
RU2828524C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА ХВОСТОВОГО РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 2007 |
|
RU2360765C2 |
