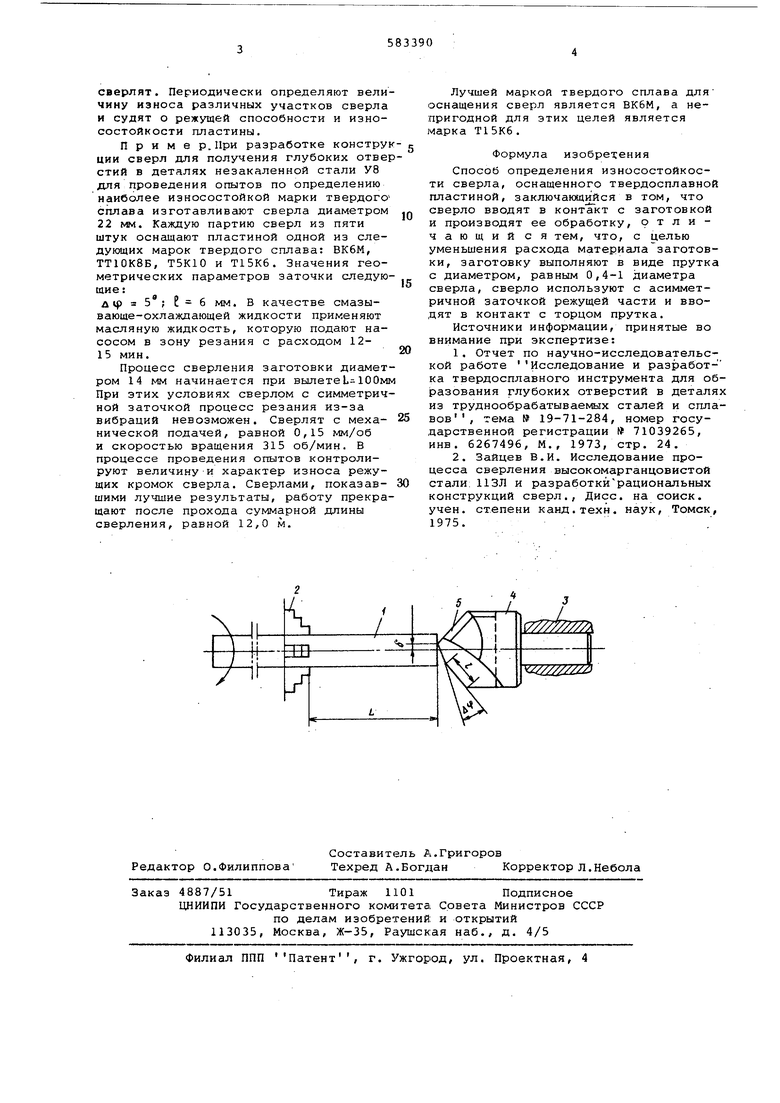
сверлят. Периодически определяют вели чину износа различных участков сверла и судят о режущей способности и износостойкости пластины. Приме р.При разработке констру ции сверл для получения глубоких отве стий в деталях незакаленной стали У8 для проведения опытов по определению наиболее износостойкой марки твердого сплава изготавливают сверла диаметром 22 NBvi. Каждую партию сверл из пяти штук оснащают пластиной одной из следующих марок твердого сплава: ВК6М, ТТ10К8Б, Т5К10 и Т15К6. Значения геометрических параметров заточки следую щие : л ц з; f 6 мм. В качестве смазывающе-охлаждающей жидкости применяют масляную жидкость, которую подают насосом в зону резания с расходом 1215 мин. Процесс сверления заготовки диамет ром 14 мм начинается при вылетеЬ 100м При этих условиях сверлом с симметрич ной заточкой процесс резания из-за вибраций невозможен. Сверлят с механической подачей, равной 0,15 мм/об и скоростью вращения 315 об/мин. В процессе проведения опытов контролируют величину и характер износа режущих кромок сверла. Сверлами, показавшими лучшие результаты, работу прекра щают после прохода суммарной длины сверления, равной 12,0 м. Лучшей маркой твердого сплава для оснащения сверл является ВК6М, а непригодной для этих целей является марка Т15К6. Формула изобретения Способ определения износостойкости сверла, оснащенного твердосплавной пластиной, заключающийся в том, что сверло вводят в контакт с заготовкой и производят ее обработку, отличающий ся тем, что, с целью уменьшения расхода материала заготовки, заготовку выполняют в виде прутка с диаметром, равным 0,4-1 диаметра сверла, сверло используют с асимметричной заточкой режущей части и вводят в контакт с торцом прутка. Источники информации, принятые во внимание при экспертизе: 1.Отчет по научно-исследовательской работе Исследование и разработ- ка твердосплавного инструмента для образования глубоких отверстий в деталях из труднообрабатываемых сталей и сплавов, тема № 19-71-284, номер государственной регистрации № 71039265, инв. 6267496, М. , 1973, стр. 24. 2.Зайцев В.И. Исследование процесса сверления высокомарганцовистой стали;113Л и разработкйрациональных конструкций сверл., Дисс. на соиск. учен, степени канд.техн. наук, Томск, 1975..
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| Способ повышения чистоты поверхности обрабатываемых металлических изделий | 2019 |
|
RU2740584C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК | 1993 |
|
RU2043869C1 |
| Способ химико-термической обработки твердосплавного режущего инструмента | 1990 |
|
SU1720797A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1992 |
|
RU2043870C1 |
| ТВЕРДОСПЛАВНОЕ СВЕРЛО ИЗ КОБАЛЬТСОДЕРЖАЩЕГО МАТЕРИАЛА ДЛЯ ПЕРФОРАТОРА С ИЗНОСОСТОЙКИМ ПРИПОВЕРХНОСТНЫМ СЛОЕМ | 2013 |
|
RU2551341C2 |
| Двухперовое сверло со сменной режущей частью | 1980 |
|
SU1034852A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ МОНОКАРБИДА ВОЛЬФРАМА | 1993 |
|
RU2047667C1 |
| Смазочно-охлаждающая жидкость | 2023 |
|
RU2805758C1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ С ТВЕРДОСПЛАВНЫМ СТЕБЛЕМ | 2014 |
|
RU2581541C2 |
7
