Изобретение относится к машиностроению и может быть использовано для сверления глубоких отверстий малых диаметров.
Из существующего уровня техники известны различные инструменты для сверления глубоких отверстий, такие как сверла одностороннего резания (ружейные), сверла БТА, эжекторные сверла и др. Наиболее пригодными для сверления глубоких отверстий малых диаметров являются сверла одностороннего резания.
Известно лопаточное сверло одностороннего резания для сверления отверстий малого диаметра (Пат. №2176176, МПК В23В 35/00). Режущая часть сверла содержит одно перо с режущей кромкой, имеющей обратную заточку, и вспомогательную кромку. Недостатком является невозможность сверления отверстий без выполнения заходного отверстия.
Известно однокромочное ружейное сверло, режущая головка которого имеет два отверстия для подачи охлаждения при сверлении, причем хотя бы одно из них имеет криволинейную или круглую форму (Заявка № JP 2013-139059 A, 2013.7.18, МПК В23В 51/06). Наличие двух отверстий в режущей головке значительно усложняет технологию ее изготовления.
Известно ружейное сверло для сверления глубоких отверстий, которое содержит режущую головку, имеющую выпускное отверстие для хладагента, сообщенное с каналом для подачи хладагента на дальней концевой поверхности на дальнем конце полой хвостовой части, имеющей канавку для отвода стружки, сечение которой в продольном направлении имеет V-образную форму на наружной поверхности и имеет внутреннее пространство, выполненное в виде канала для подачи хладагента. Режущая часть режущей головки выполнена из металлокерамического твердого сплава. Часть режущей головки, входящей в скользящий контакт с внутренней периферией, за исключением ее режущей части, состоит из материала, имеющего твердость, которая выше твердости металлокерамического твердого сплава (Пат. №2409452, МПК В23В 51/00). Наличие стального стержня уменьшает прочность и жесткость сверла.
Задача изобретения направлена на повышение точности получаемых отверстий малых диаметров за счет увеличения прочности и жесткости сверла.
Сверло одностороннего резания имеет твердосплавный стебель и хвостовик. Стебель выполнен с режущей частью единым. По всей длине стебля выполнены наружный V-образный прямой канал и внутренний прямой канал постоянного профиля, имеющий криволинейную форму почкообразного вида с диаметром D1 одной дуги, большим диаметра D2 другой дуги. Хвостовик выполнен единым с цапфой, в которой расположен твердосплавный стебель.
Сущность изобретения поясняется чертежами, где
на фиг. 1 показано сверло одностороннего резания с твердосплавным стеблем;
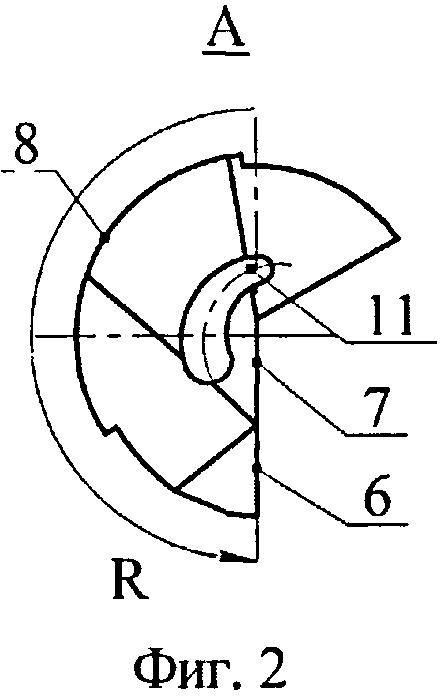
на фиг. 2 показана режущая часть сверла одностороннего резания с твердосплавным стеблем (вид А);
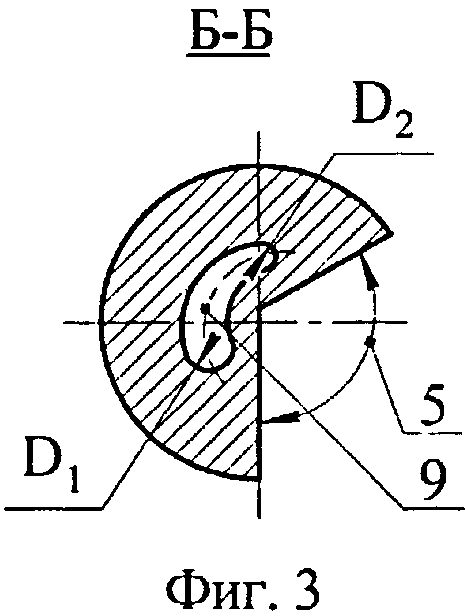
на фиг. 3 - поперечное сечение стебля сверла одностороннего резания с твердосплавным стеблем (сечение Б-Б).
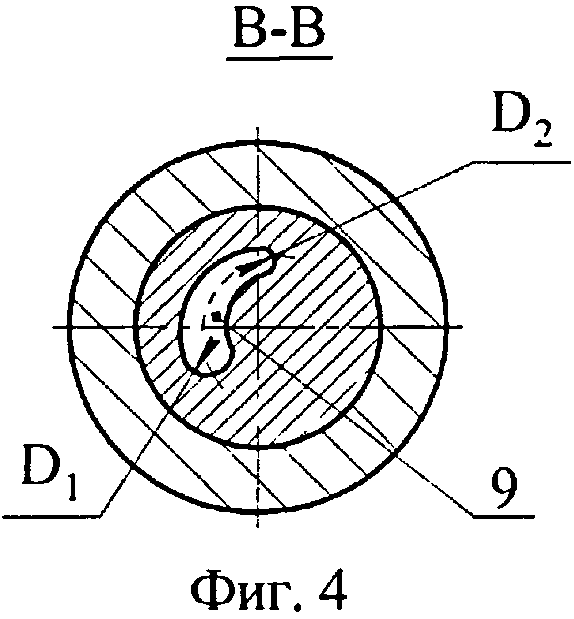
на фиг. 4 - поперечное сечение соединения цапфы и стебля сверла одностороннего резания с твердосплавным стеблем (сечение В-В).
Сверло одностороннего резания с твердосплавным стеблем состоит из стебля 1 из твердого сплава, соединенного с хвостовиком 2 из стали через цапфу 3. Неразъемность стебля 1 и хвостовика 2 обеспечивается паяным соединением 4. Стебель 1 представляет собой твердосплавный пруток с наружным V-образным прямым каналом 5, на торце которого выполнена режущая часть, которая имеет режущие кромки 6 и 7 и опорную поверхность 8. Также в стебле 1 выполнен прямой внутренний канал 9, который с одной стороны соединен с каналом 10 в хвостовике 2, а со стороны режущей части формирует выпускное отверстие 11 для подачи охлаждения в зону обработки. На хвостовике 1 выполнена лыска 12, служащая для закрепления сверла на станке.
Работает сверло следующим образом. При задании вращения R против часовой стрелки сверлу сообщается осевая подача. Охлаждающая среда подается через канал в хвостовике 2 и прямой внутренний канал 9 в стебле 1 и через отверстие 11 поступает в зону обработки. Криволинейная форма канала почкообразного вида с диаметром D1 одной дуги, большим диаметра D2 другой дуги, для подвода охлаждения увеличивает расход охлаждающей среды и повышает охлаждение режущих кромок 6 и 7, повышая их ресурс. Режущие кромки 6 и 7 осуществляют сверление отверстия и формирование стружки, которая удаляется вместе с охлаждением по наружному V-образному прямому каналу 5 в специальную емкость. Возникающие за счет осевого смещения режущих кромок в процессе сверления радиальные силы воспринимаются боковой поверхностью 8 и прижимают сверло к поверхности получаемого отверстия. Это обеспечивает центрирование сверла, снижает увод оси отверстия и колебание диаметра отверстия, а также сглаживает микронеровности поверхности отверстия. При завершении процесса сверления останавливают вращение сверла и выводят его из полученного отверстия в направлении, обратном направлению осевой подачи.
Используют сверло одностороннего резания с твердосплавным стеблем А1 и сверло по патенту №2409452. В качестве охлаждающей среды применяют масляную жидкость, которую подают в зону обработки под давлением 11 МПа и осуществляют сверление отверстий диаметром 2,05 мм и длиной 40 мм в заготовках из стали с содержанием хрома около 1% (твердость НВ=189…207). Оценивают суммарную стойкость L∑ при сверлении по количеству просверленных отверстий до поломки сверла, максимальное колебание диаметра отверстия Δ, средний диаметр отверстия Dcp и среднее отклонение от круглости Δкр. Результаты указаны в табл.
Предлагаемое сверло А1
Хвостовая часть выполнена из стали, имеет длину 68 мм, наружный диаметр 10 мм и канал для подачи охлаждающей жидкости 1,8 мм. Стебель с режущей частью имеет длину 155 мм и выполнен из твердого сплава типа ВК6-ОМ по ГОСТ 3882-74, при этом режущая часть имеет длину 14 мм и площадь выпускного отверстия для подачи охлаждения 0,32 мм2.
Сверло по патенту №2409452
Хвостовая часть выполнена из стали, имеет длину 68 мм, наружный диаметр 10 мм и канал для подачи охлаждающей жидкости 1,8 мм. Стебель выполнен из конструкционной стали и имеет длину 141 мм. Режущая часть, припаянная к стальному стеблю, выполнена из твердого сплава типа ВК6-ОМ по ГОСТ 3882-74, имеет длину 14 мм и площадь выпускного отверстия для подачи охлаждения 0,32 мм2.
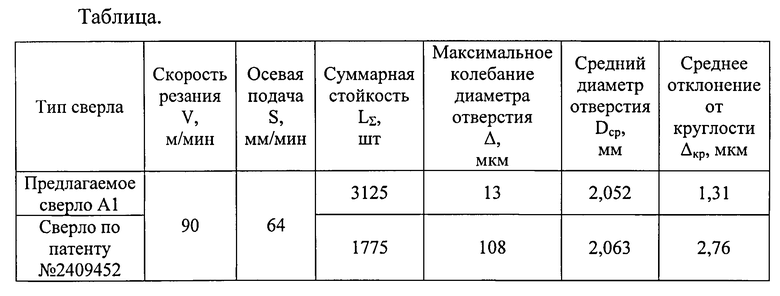
Техническим результатом является уменьшение колебаний диаметра отверстия и отклонения от круглости отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ С ВНУТРЕННИМ ПОДВОДОМ СОЖ | 1992 |
|
RU2102196C1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2068321C1 |
| Устройство для сверления глубоких отверстий | 1975 |
|
SU576709A1 |
| Сверло одностороннего резания | 1988 |
|
SU1690963A1 |
| РУЖЕЙНОЕ СВЕРЛО | 2006 |
|
RU2409452C2 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| ИНСТРУМЕНТ ДЛЯ СКОРОСТНОГО СВЕРЛЕНИЯ ОТВЕРСТИЙ БОЛЬШОГО ДИАМЕТРА | 2013 |
|
RU2515780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1997 |
|
RU2118234C1 |
| Инструмент для обработки отверстий | 1989 |
|
SU1662769A1 |
Изобретение относится к машиностроению и может быть использовано при сверлении глубоких отверстий малых диаметров. Сверло содержит стебель из твердого сплава, соединенный посредством цапфы с хвостовиком из стали. В стебле выполнены наружный V-образный прямой канал и внутренний прямой канал постоянного профиля, имеющий криволинейную форму почкообразного вида с различными диаметрами дуги. Хвостовик выполнен единым с цапфой. Улучшается удаление стружки из обрабатываемого отверстия, обеспечивается центрирование сверла, повышается точность получаемых отверстий малых диаметров. 1 табл., 4 ил.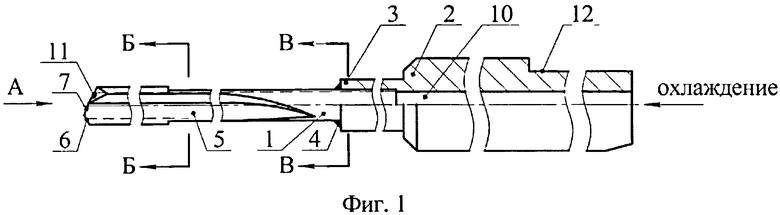
Сверло одностороннего резания, содержащее хвостовик и твердосплавный стебель с режущей частью, отличающееся тем, что твердосплавный стебель выполнен по всей длине с наружным V-образным прямым каналом и внутренним прямым каналом постоянного профиля, имеющим криволинейную форму почкообразного вида с диаметром D1 одной дуги, большим диаметра D2 другой дуги, при этом твердосплавный стебель расположен в цапфе, выполненной заодно с хвостовиком.
| РУЖЕЙНОЕ СВЕРЛО | 2006 |
|
RU2409452C2 |
| Однокромочное сверло для глубокого сверления | 1989 |
|
SU1696174A1 |
| Сверло для глубокого сверления | 1986 |
|
SU1357152A1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2068321C1 |
| МАССА ДЛЯ ТЕРМОСВАРИВАНИЯ АЛЮМИНИЕВОЙ И ПОЛИЭТИЛЕНТЕРЕФТАЛАТНОЙ ПЛЕНОК С ПОЛИПРОПИЛЕНОВЫМ, ПОЛИВИНИЛХЛОРИДНЫМ И ПОЛИСТИРОЛЬНЫМ КОНТЕЙНЕРОМ | 2006 |
|
RU2418021C2 |
| US 2882765 A, 21.04.1959. | |||

