1
Изобретение относитея к области вычислительной техники и может быть использовано для прогр๫ного управления оборудованием.
Известна .система прогг аммного управления, содержащая блоки задания программы, блок памяти, блок управления,датчики перемещения иеполнительных органов и два логических блока .
Недостатком этой системы является низкое быстродействие.
Наиболее близким хьхническим решением к изобретению является устройство для программного управления, содержащее блок задания nporpSмы, первый выход которого подключен к первому входу блока коррекции, второй вход которог о соединен с первым выходом блока управления, и по каждой координате привод и датчик положения 2j.
Недостатками этого устройства являются низкие точность и быстродействие.
Целью изобретения является повышние быстродействия и точности устройства.
Эта цель достигается тем, что предложенное устройство содержит
последовательно соединенные (коммутатор, подключенный к блоку управления, логический блок, подаслюченный к блоку коррекции,счетчик, дешифраTf i и по каждой координате иоследоэ гально соединенные блок памяти, подключенный к блоку задания програ1 нлы, к блоку управления и блоку коррекции, cykwaTOpf подключенн1Л
к да7.ику положения, блок срЕШнения, подключенный к датчику положения, и блок задания скорости, второй вход которого соединен с одним из выходов блока управления, третий вход - с выходом дешифратора, а выхода - с соответствующими входами блока задания программы, логического блока, коммутатора и привода.
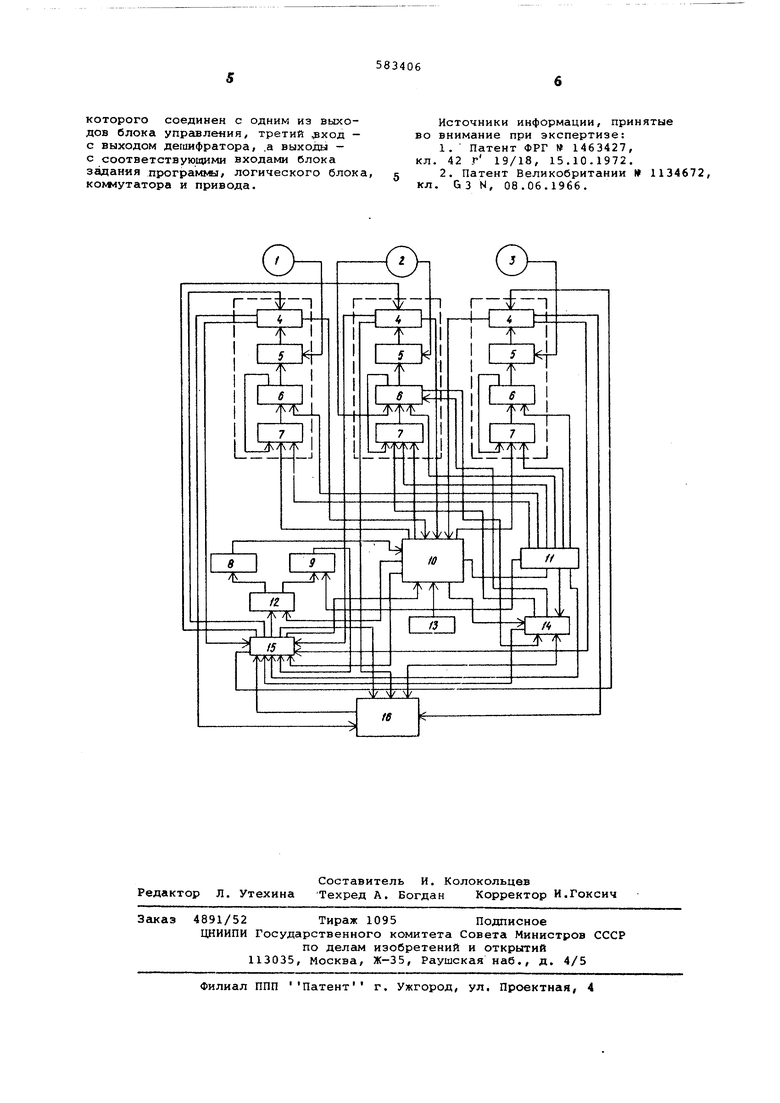
Структурная схема устройства ftoказана на чертежр
Устройство со хержит датчики положения 1-3, блок задания скорости 4, блок сравнения 5, сумматор 6, блок памяти 7, дииифратор 8, блок
сравнения 9,, блок управления 10, блок задания программы 11, счетчик 12, коммутатор 13, блок коррекции 14, логический блок 15 и привод 16. Устройство работает следующим
образом. В блоке задания программы 11 при помощи управляющих органов задается тип управляемой гибочной машины, режим работы, число операционных цик лов (гибов), а также величины переметаний по каждой координате. Из блока задания программы 11 управляющие сигналы полаются в логический блок 15, где обеспечивается отработка технологического цикла одной из гибочных машин. Каждая машина, управляемая устройством программного управления, имеет свой технологическ цикл, определяемый особенностями тех логического процесса изготовления де талей по данной машине. Технологичес кий процесс требует отработки координат в определенной последовательности, а при управлении некоторыми типами машин производится отработка одновременно по двум координатам, При управлении трубогибочной машиной необходима одновременная обработка по координатам X и У, а при управлении валковой машиной по координате У необходима отработка перемещения с учетом пружинения листа. Примем следующие координаты листо гибочной машины: X - перемещение лис та, У - перемещение прижимной балки, Z- поворот гибочной балки, Перед началом работы изгибаемый лист устанавливают на гибочной машине, и прижимная балка находится в Верхнем положении. При пуске устройства в блоке управления 10 вырабатывается сигнал, которьлй приводит устройство программного управления в исходное состояние. При нажатии кнопки Пуск, в блоке управления 10 вырабатывается сигнал Пуск, подаваемый в логический блок 15, по которому в счетчик 12 записывается . Код, нахо дящийся в счетчике 12, подается на дешифратор 8. Дешифратор выдает соот ветствующий сигнал в блок управления 10, где по разрешающим сигналам из блока задания скорости 4 и логическо го блока 15 вырабатываются сигналы считывания с блока задания программы 11 величины перемещения по коорди нате X при первом гибе. Величина полного перемещения по координате X при первом гибе с блока задания программы 11 поступает в блок памяти 7. Затем по сигналам из блока задани скорости 4 и логического блока 15 в блоке управления 10 вырабатываются сигналы считывания с блока задания 11 кода скорости переключения. Коды скоростей переключенияс блока задан программы 11 подаются на сумматор 6, где суммируется с кодом полного перемещения. Вычисленное значение точек переключения скоростей запоминается в блоке памяти 7 и су№.1аторе 6 и постоянно подается в блок сравнения 5. В блок сравнения 5 подается также информация о положении рабочего органа по координате X с датчика. При сравнении этих чисел блок сравнения 5 выдает команду в блок задания скорости 4 о переключении на следующую скорость. Сигналы переключения скоростей поступают на привод 16 с блока задания скорости 4. После отработки величины полного перемещения по координате X в блоке задания скорости 4 вырабатывается сигнал конца отработки по координате X, который подается в логический блок 15. Затем начинается отработка по координате У. После отработки координаты У в соответствующем блоке задания скорости 4 вырабатывается сигнал конца отработки по координате У, который подается в логический блок 15. По сигналу логического блока 15 аналогично описанному, начинается отработка координаты Z После отработки по координате Z в блоке задания скорости 4 вырабатывается сигнал конца отработки по координате Z. , который подается в логический блок 15. По сигналу возврат, оформи-, рованному логическим блоком, устройство приводится в исходное положение блоком управления 10. Применение данного устройства позволяет повысить производительность управляемого станка (гибочной машины) , а также значительно повысить точность работы за счет полной автоматизации технологического цикла. Формула изобретения Устройство для программного управления, содержащее блок задания программы, первый выход которого подключен к первому входу блока коррекции, второй вход которого соединен с первым выходом блока управления, и по каждой координате привод и датчик положения, отличающиеся тем/ что, с целью повышения быстродействия и точности устройства, оно содержит последовательно соединенные коммутатор, подключенный к блоку управления, логический блок, подключенный к блоку коррекции, счетчик и дешифратор, и по каждой координате последовательно соединенные блок памяти,, подключенный к блоку задания программы, к блоку управления и блоку коррекции, сумматор, подключенный к датчику положения, блок сравнения, подключенный к датчику положения, и блок задания скорости, второй вход
которого соединен с одним из выходов блока управления, третий ход с вьаходом дешифратора, .а выходы с соответствующими входами блока задания программы, логического блока, коммутатора и привода.
Источники информации, принятые во внимание при экспертизе:
1.Патент ФРГ № 1463427, кл. 42 г 19/18, 15.10.1972.
2.Патент Великобритании 1134672, кл. G3 N, 08.06.1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СБОРОЧНЫМ УСТРОЙСТВОМ | 1991 |
|
RU2029335C1 |
| Устройство для программного управления приводами | 1975 |
|
SU694836A1 |
| Система автоматического управления трубогибочным станом | 1987 |
|
SU1505624A1 |
| Устройство для числового программного управления | 1983 |
|
SU1124251A1 |
| Система программного управления листогибочной валковой машиной | 1973 |
|
SU504589A1 |
| Устройство для программного управления | 1987 |
|
SU1474595A1 |
| Устройство для программного управления станком | 1985 |
|
SU1352458A1 |
| Устройство для контроля программ на координатографе | 1983 |
|
SU1149219A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1981 |
|
SU1004974A1 |
| Число-импульсный следящий электропривод | 1983 |
|
SU1124256A1 |
