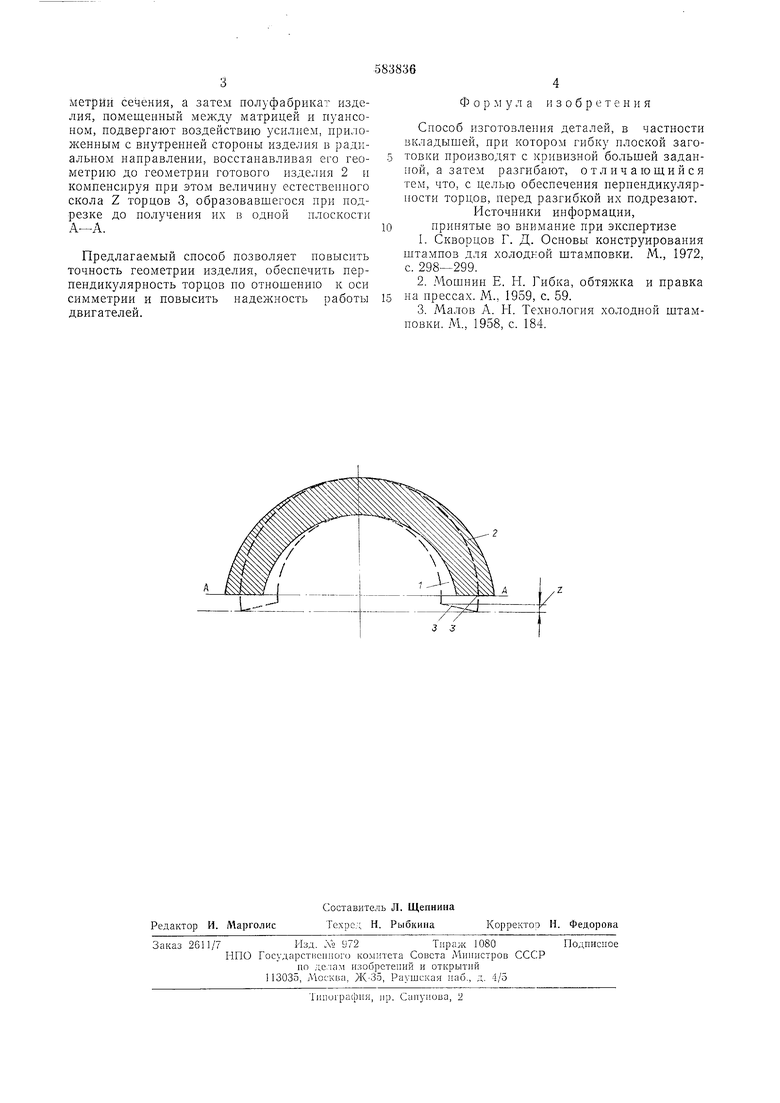
метрйи сечения, а затем полуфабрикат изделия, помещенный между матрицей и пуансоном, подвергают воздействию усилием, приложенным с внутренией стороны изделия в радиальном направлении, восстанавливая его геометрию до геометрии готового изделия 2 и компенсируя при этом величипу естественпого скола Z торпов 3, образовавшегося при подрезке до получения их в одной плоскости А-А. Предлагаемый способ позволяет повысить точность геометрии изделия, обесиечить перпендикулярность торцов по отношению к оси симметрии и повысить надежность работы двигателей. Формула изобретения Способ изготовления деталей, в частности вкладышей, ири котором гибку плоской заготовки производят с кривизной большей заданной, а затем разгибают, отличающийся тем, что, с целью обеспечения перпендикулярности торцов, перед разгибкой их подрезают. Источпики информации, принятые во внимание при экспертизе 1.Скворцов Г. Д. Основы конструирования штампов для холодной штамповки. М., 1972, с. 298-299. 2.Мошнии Е. Н. Гибка, обтяжка и правка на нрессах. М., 1959, с. 59. 3.Малов А. Н. Технология холодной штамповки. М, 1958, с. 184.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изогнутых деталей | 1977 |
|
SU633640A1 |
| Способ изготовления сухарей клапанов | 1978 |
|
SU778886A1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
| Способ образования резьбы в тонколистовых отбортованных отверстиях | 1978 |
|
SU724256A1 |
| Способ изготовления втулок | 1975 |
|
SU602275A1 |
| Штамп для гибки втулок | 1975 |
|
SU553026A1 |
| Устройство к штампу для изготовления и сборки крючковой цепи | 1972 |
|
SU549234A1 |
| Автоматическая линия для изготовления зубьев борон | 1975 |
|
SU556026A1 |
| Способ изготовления стержневых изделий с шестигранной головкой | 2016 |
|
RU2635495C1 |
| Пружинное стопорное кольцо | 1978 |
|
SU796487A1 |
