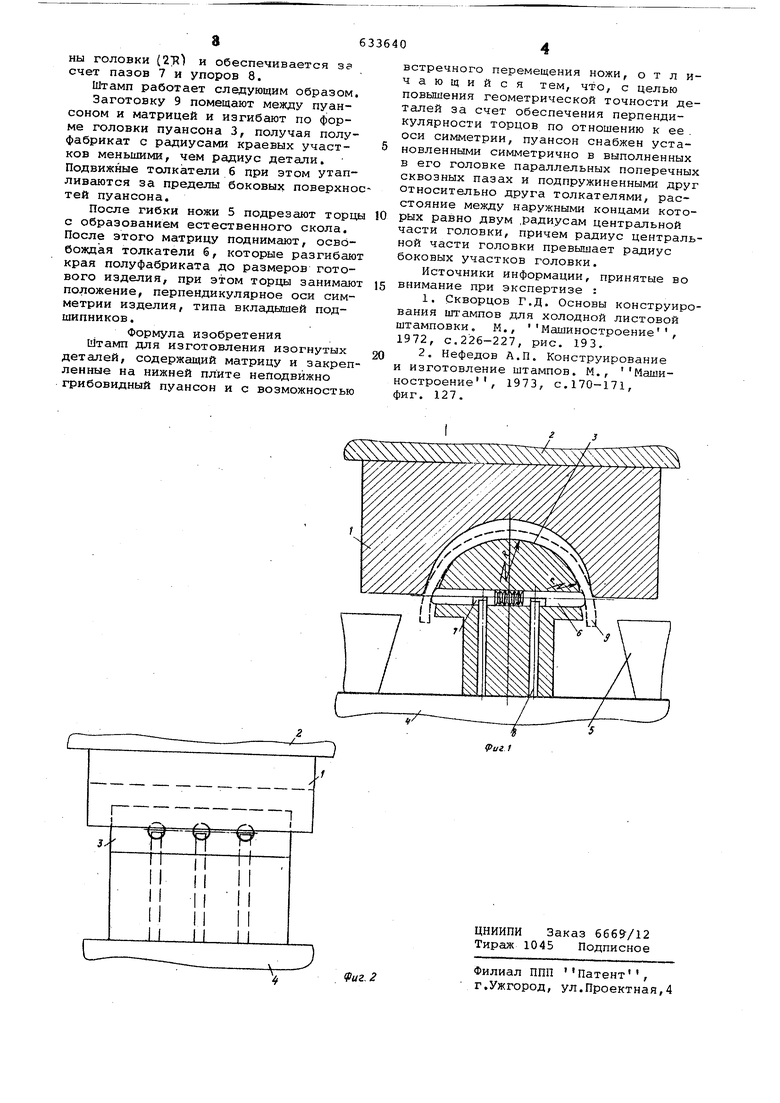
Изобретение относится к обработк металлов давлением и, в частности, к оснастке для гибки.листовых заготовок. Известен штамп ,для гибки листовы заготовок, содержащий пуансон и закрепленные на нижней плите матрицу и съемник } , Однако детали, полученные в известНом штампе, имеют непараллельные торцы вследствие неодинакового деформирования наружных и внутренни слоев. Известен штамп для изготовления изогнутых деталей, содержащий матри и закрепленные на нижней плите неподвижно грибовидный пуансон и установленные на подвижных каретках ножи 2j, Однако в известном штампе не может быть обеспечена перпендикулярность торцов относительно оси симметрии детали в связи с образованием естественного скола на поверхности среза. Целью изобретения является повышение геометрической точности деталей за счет обеспечения перпендикулярности торцов по отношению к ее оси симметрии. Ддш этого пуансон снабжен установленны.ми симметрично в выполнеь-ных в его головке параллельных поперечных сквозных лазах и подпружиненными друг относительно друга толкателями, расстояние между наружными концами которых равно двум радиусам центральной части головки, причем радиус центральной части головки превышает радиус боковых участков головки. На фиг. 1, 2 изображен предлагаемый штамп, две проекции. Штамп содержит матрицу 1, закрепленную на плите 2, грибовидный пуансон 3, закрепленный на нижней плите 4, и ножи 5, установленные с возможностью взаимного перемещения по плите 4. В головке пуансона 3 выполнены сквозные параллельные пазы, в которых установлены толкатели 6 и пакеты тарельчатых пружин 7. Кривизна поверхности головки пуансона 3 непостоянна : радиус кривизны на вершине головки превышает радиус кривизны боковых участков головки {Тг у , а. расстояние между выступающими наружу торцами толкателей 6 равно двум радиусам кривизны верши-
ны головки {2Т) и обеспечивается за счет пазов 7 и упоров 8.
Штамп работает следующим образом.
Заготовку 9 помещают между пуансоном и матрицей и изгибают по форме головки пуансона 3, получая полуфабрикат с радиусами краевых участков меньшими, чем радиус детали. Подвижные толкатели б при этом утапливаются за пределы боковых поверхностей пуансона.
После гибки ножи 5 подрезают торцы с образованием естественного скола. После этого матрицу поднимают, освобождая толкатели б, которые разгибают края полуфабриката до размеров готового изделия, при этом торцы занимают положение, перпендикулярное оси симметрии изделия, типа вкладышей подшипников.
Формула изобретения
Штамп для изготовления изогнутых деталей, содержащий матрицу и закрепленные на нижней плите неподвижно грибовидный пуансон и с возможностью
встречного перемещения ножи, отличающийся тем, что, с целью повышения геометрической точности деталей за счет обеспечения перпендикулярности торцов по отношению к ее . оси симметрии, пуансон снабжен установленными симметрично в выполненных в его головке параллельных поперечных сквозных пазах и подпружиненными друг относительно друга толкателями, расстояние между наружными концами которых равно двум радиусам центральной части головки, причем радиус центральной части головки превышает радиус боковых участков головки.
Источники информации, принятые во внимание при экспертизе :
1.Скворцов Г.Д. Основы конструирования штампов для холодной листовой штамповки. М,, Машиностроение, 1972, с.226-227, рис. 193,
2,Нефедов А.П. Конструирование и изготовление штампов. М., Машиностроение, 1973, с.170-171, фиг. 127.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| Способ изготовления деталей | 1975 |
|
SU583836A1 |
| Штамп автомат для двухпереходной гибки штучных заготовок | 1982 |
|
SU1038006A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
| Устройство для автоматической многопозиционной штамповки | 1986 |
|
SU1338929A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Устройство для штамповки полых деталей | 1980 |
|
SU902915A1 |
