дельного звена 20 на позицию сборки производится лрейферным механизмом 57.
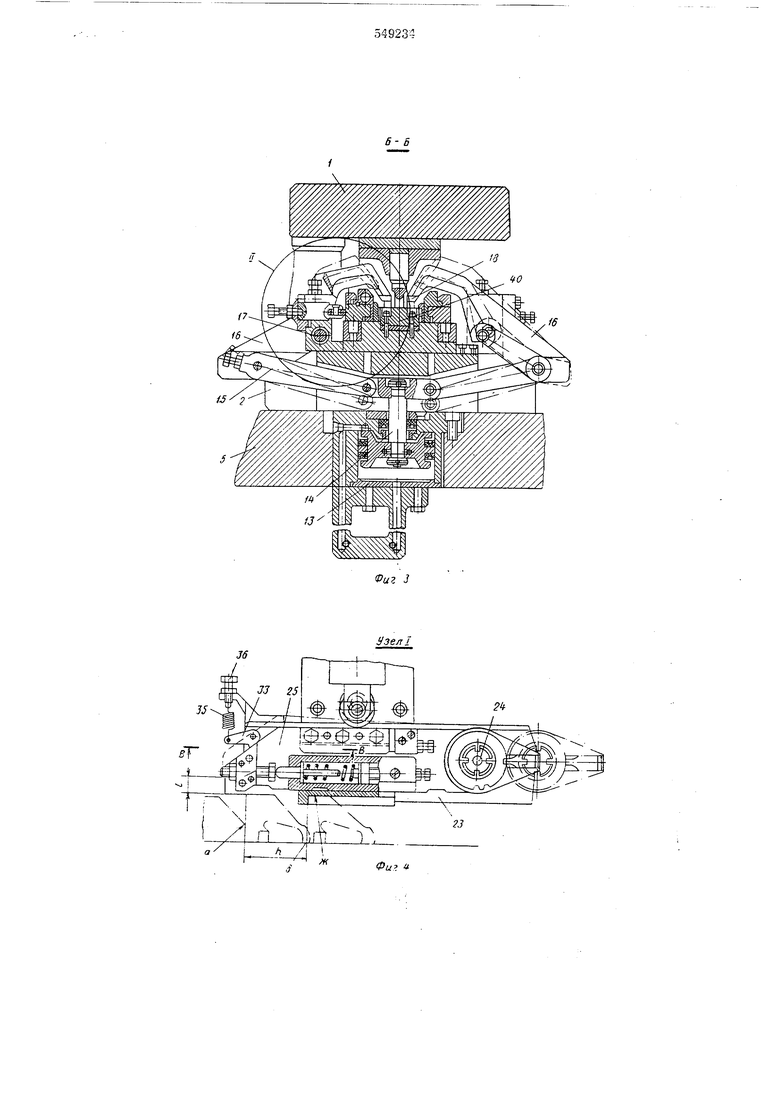
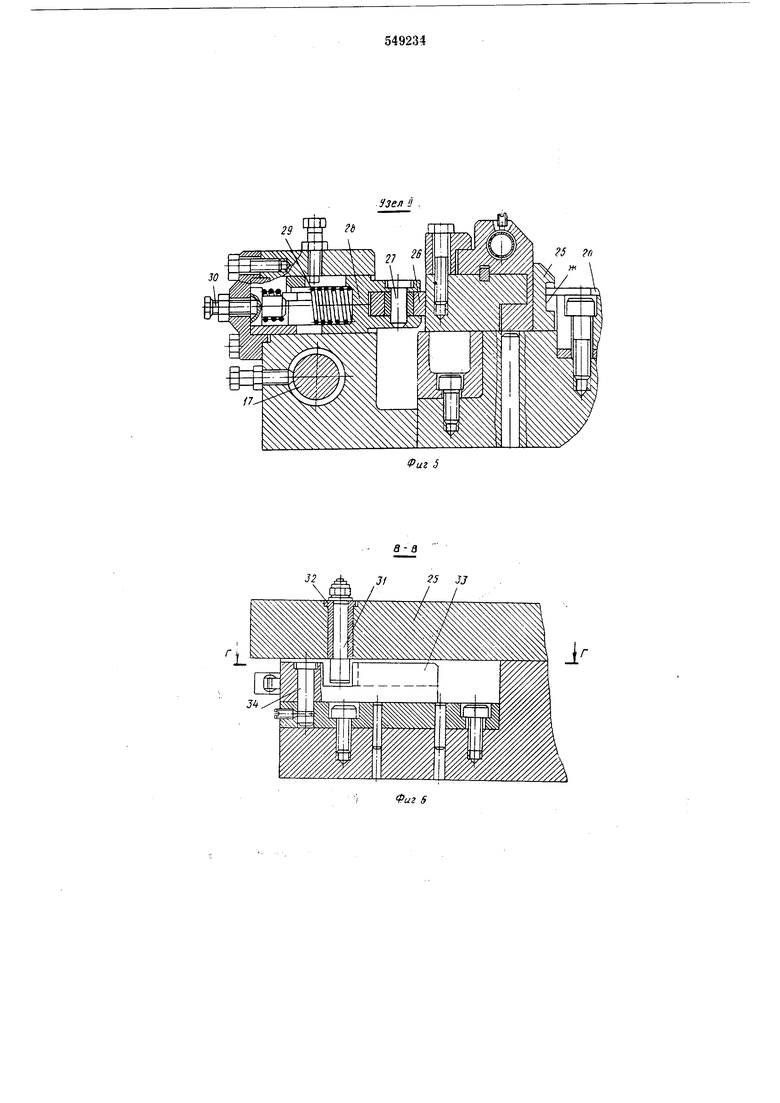
:Г1рей|фер|Ный мехалиам состоит из каретки 22, связаиной с грейферлыми -пластинами 23. На осях 24, уста1новлвн;ны,х на грейферных (плнСтвнах 23, шарнирно падеешены :под;пружинениые за:Х1ваты 25, которые имеют рабочие лоВерхлости Ж, «онта ктирующие со звеном 20.
Захваты 25 имеют .П(родольное перемещение /г и паперечлое .перемещение /, прргчем /г меньше ша;га шта|М|ПОВ1К.и L. Крайние положения захватов обозлачены буква ми а и б.
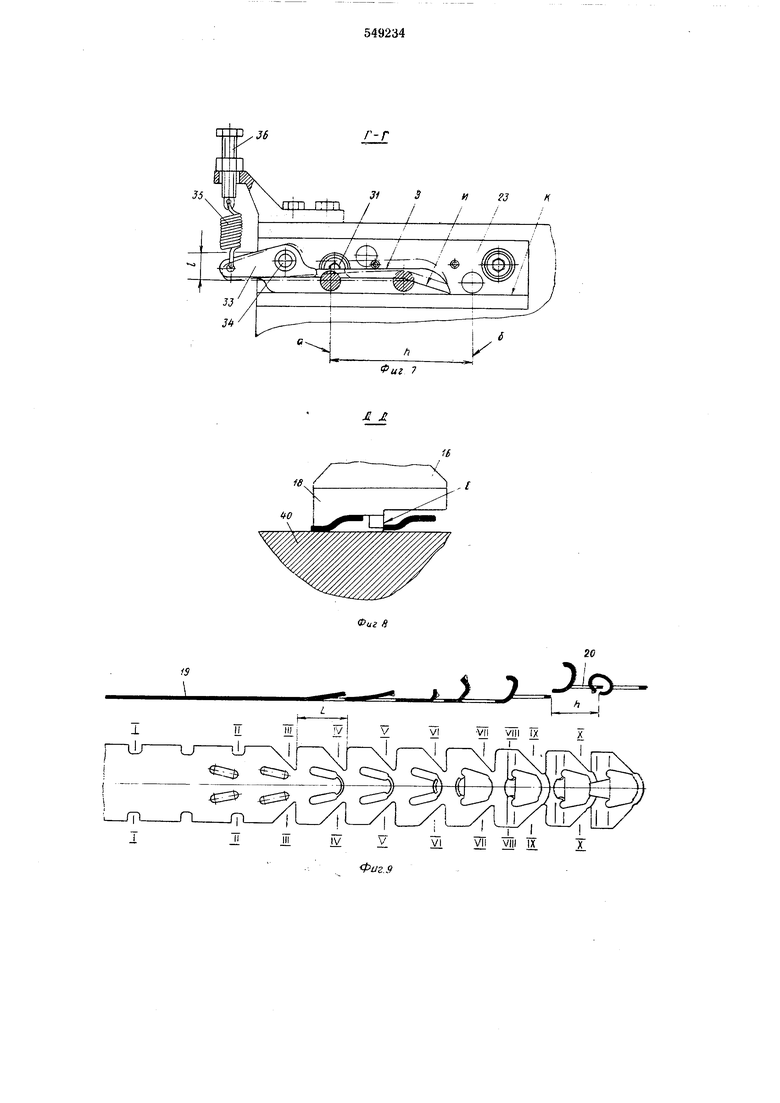
Сило.вое за1МЫ1ка,ние захватов 25 осуществляется с помощью роликов 26, вращающихся на осях 27, закрепленлых в .корпусах 28. Во в.нутренлих (ПОЛОСТЯХ кориусав 28 ра1змеще1ны Г1ружи1ны сжати.я 29. Регулировка величияы хода этих пружин лронзводится 1на:Жим.ньш.и винта.ми 30. Оси 31, .вращающиеся .во втулках 32, зак1раплены ла захватах и контактируют с ра|бачи.ми 1пове|рхностя1ми 5 и 4 копиров 33, которые щарнирло |П01Д1веше1Ны ла осях 34, а тамже с .вертикальной иолкой К. (грейферлой иластияы 23. Зам.ьжалие «о пиров 33 захвата.ми 25 осуществляется .с помощью лружин растяжения 35. Регулировка хода этих аружин 1праи3|во.дится вилтами 36.
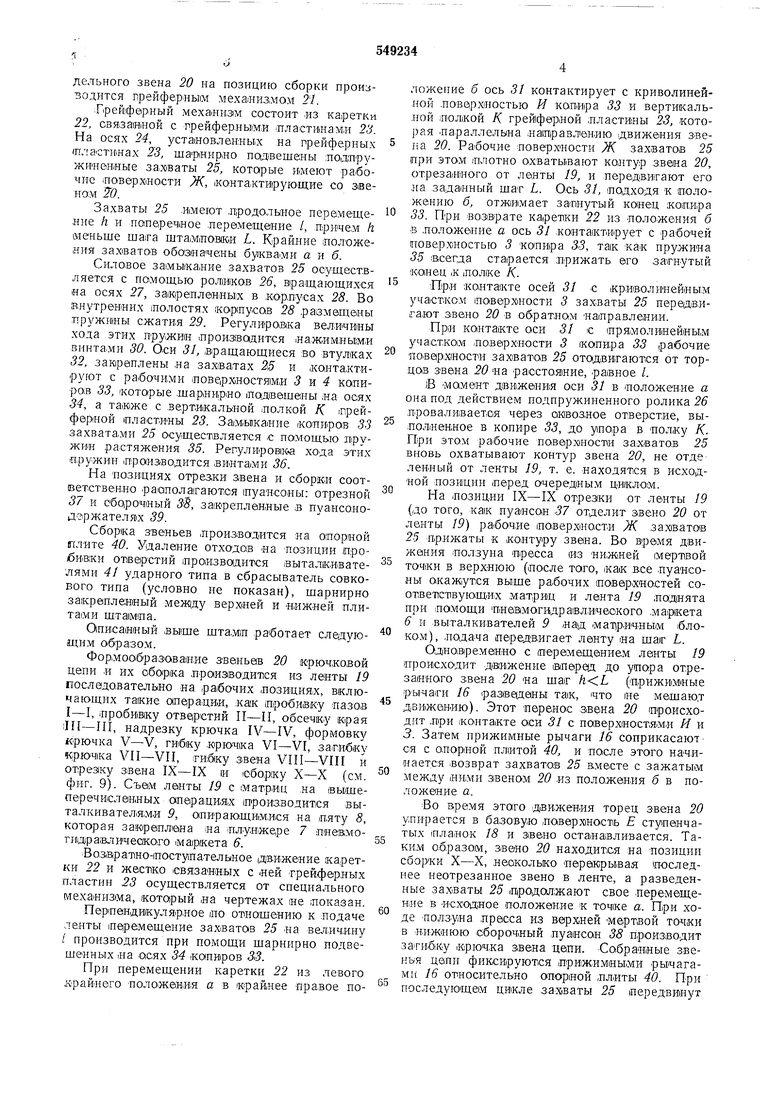
На по:з.И1ЦИях отреаки эвена и сборки соответственно раапол а гают,оя пуансоны: отрезной 37 и сбороч ный :§, закрепленные в пуансоноД9рл ателя1Х 39.
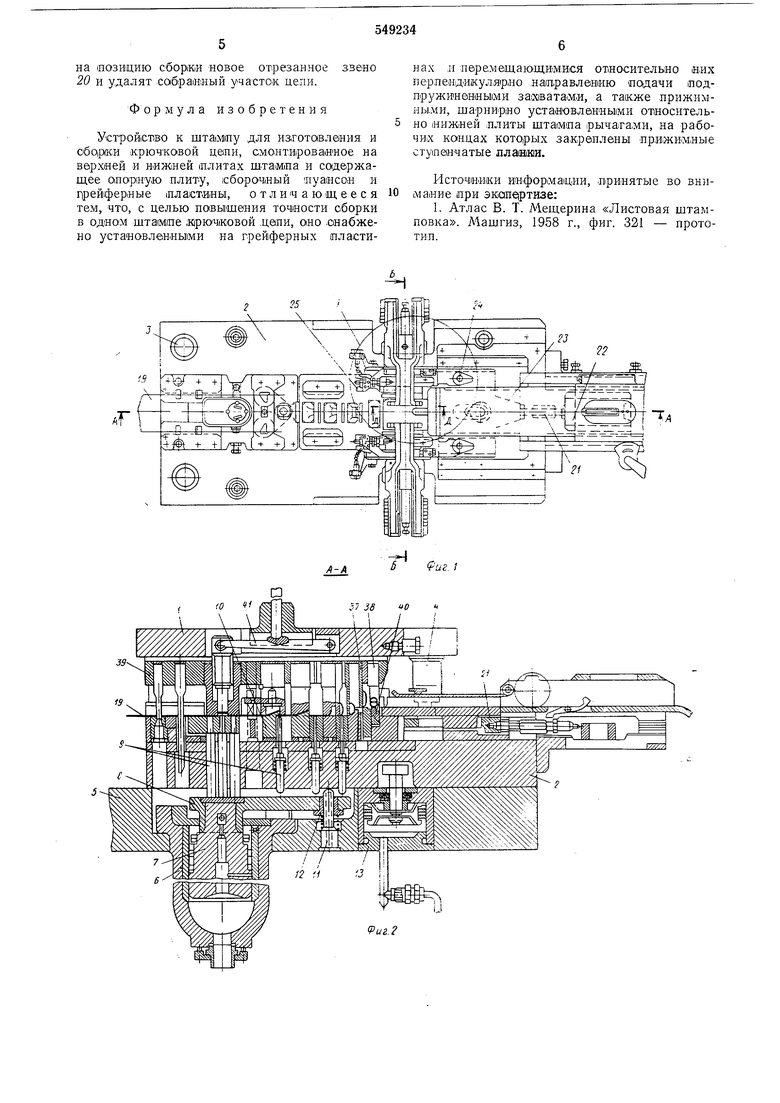
Сборка звеньев (Производится яа опорной плите 40. Удаление отходов ла позиции дробивки отае)рстий производится выталкивателями 41 ударного типа в сбрасыватель совкового типа (условно не показан), шарнирно закрепленный меж|ду верхлей и нижней плитами щтампа.
Описанный выше штамп .работает следующим образом.
Формообразование звеньев 20 крючковой цепи и их сборка производит1ся из ленты 19 последовательно на .рабочих лозищия.х, включающих такие апера.ции, как пробивку пазо.в I-I, iпpoбиlвкy отверстий II-II, обсечку края JII-III, надрезку крючка IV-IV, формовку крючка V-V, гибку .крючка VI-VI, загибку кр.юч1ка VII-VII, :гийку .звена VIII-VIII и отрез1ку звена IX-IX и юбо.рку X-X (см. фиг. 9). Съем ленты 19 с матриц .на вььщеперечисленных опврацнах производится выта.лкивател1ями 9, опирающимися на н,яту 5, которая закреплена на плул.же,ре 7 лнеамоrH paiE.TH4eaKOiro маркета в.
Во.З|Врат1Но-поступа.тельное движение каретки 22 и жестко связанных с .ней трейфер.ных пластин 23 осуществляется от специального механизма, котарый .на чертежах не показан.
Пер1пен,ди/куляр.ное по отношению к лодаче ле.нты перемещение захватов 25 на вел.ичи.ну / производится при помощи щарнирно подвешенных ла осях 34 копиров 33.
При перемещении каретки 22 из левого :арайнего положения а в крайнее правое положение б ось 31 контактирует с криволиней.ной .поверхностью Я копира 33 и вертикаль.ной полкой К. грей1ферлой .пластины 2, .которая .па.раллатьна направлению движения звеlia 20. Ра-бочие поверхности Ж захватов 25 при этом плотно охватьшают ко.нтур .звена 20, отрезанного от ленты 19, и перед1В.И1гают его . задалиый шаг L. Ось 31, подходя к положению б, отжи.мает затлутый конец копира
33. При во.зврате каретки 22 из поло.жения б в положение а ось 31 .контактирует с рабочей .поверхностью 3 копира 55, так как пружина 35 всегда старается прижать его загнутый конец к полке /С.
5 При колта1кте осей 31 с кр.иволинейны.м участком поверхности 3 захваты 25 передвига.ют звено 20 в обратном направлении.
контакте оси 31 с пря.молинейны.м yqa.cT.KOiM поверхности 3 копира 33 рабочие
поверхности захватов 25 отодвигаются от торцов звена 20 на рассто.яние, .равное /.
)В Момент д1ВИ1жени;я оси 31 в полО:Жеи.ие а она под действием подпружиненного ролика 26 проваливается через ок1воз.ное отверстие, вы ноллвЕНое в копире 33, до упора в полку К. При это.м ра.бочие паверхиости захватов 25 вновь охватывают контур звена 20, не отде ленный от ленты 19, т. е. находятся в исходной позиции перед очередным ц.икло;м.
На .позиции IX-IX отрезки от ленты 19 (до того, как пуансон 37 отделит эвено 20 от ленты 19) рабо.ч.ие поверхности Ж зах1ватов 25 пр.ижаты к контуру звена. Во время движения ползуна пресса из нижней мертвой
точки в верхнюю (по.сле того, как в.се пуансоны окажутся выше рабочих повер.хностей соответствующ.их .ма.трвц и лента 19 поднята при 1помощи пневмогидра1влического .маркета 6 и выталкивателей 9 над матр.ичлым бло ко.м), .подача передв.игает ленту ла шаг L.
Одновременно с перемещением ленты 19 отроисходит движение аперед до упора отрезаиного звена 20 на щаг (прижи1мные ръ1ча1ги 16 разведены так, что ле мешаю.т
д.ви1жению). Этот перенос .звена 20 inipo.Hcxoдит .при .контакте оси 31 с поверхностя.ми И и 3. Затем прижимные рычаги 16 соприкасают ся с опорной плитой 40, и после этого нач.инается .возврат захвато.в 25 вместе с зажатым
между ли;ми звеном 20 нз положения б в положение а.
Во время этого движевия торец звена 20 упирается в базовую .поверх1ность Е ступенчатых 1пла.нок 18 и звено оста.навливается. ТаКИ.М образом, 31вено 20 находится на позиции сборки X-X, несколько перекрывая последнее неотрезанное звено в ленте, а разведенные захваты 25 продолжают свое .перемещение в .исходное .положение к точке а. При ходе ползуна .пресса из верх.ней -мертвой точки в л.ижнюю сборочный .пуансон 38 производит затИбку крючка звена цепи. Собранные звенья цепи фиксируются .имны.ми рычагами 16 относительно опорной .пл.иты 40. При последующем цикле зах|Ваты 25 передвинут
на лозицию сборки новое отрезаиное звено 20 и удалят собранный участок цели.
Формула изобретения
УстройсБво к штампу для иаготавления и сборки .крючковой цепи, смонтированное на верхней и нижней ялитах штамла и содержащее анорную плиту, сборочный шуансон и Г|рейфер«ые лластины, отличающееся тем, что, с целью павышения точности сборки в одном штампе ;1СрЮ1Ч1Ковой .цепи, оно .снабжено устаиовленными на грейферных пластинах ,и перемешающимися относительно них перпендикулярно направлению подачи тодпружи1н©нны1ми за:Х1вата.ми, а также прижимными, шарнирно установленными относительно нижней ллиты штампа рычагами, на рабочих концах которых закреплены прижимные ступенчатые плаини.
Источники И1нформации, принятые во вниLMaiHHe при экапфтизе:
1. Атлас В. Т. Мещерина «Листовая штамповка. Л ашгиз, 1958 г., фиг. 331 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Грейферный механизм подачи к штампу для вязки крючковых цепей | 1980 |
|
SU984585A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Штамп для штамповки деталей | 1985 |
|
SU1266635A1 |
| Грейферное устройство к штампу | 1985 |
|
SU1359043A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Многопозиционный пресс для штамповки деталей | 1988 |
|
SU1542670A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
А-А IS.
5 9иг. сЫ
,/
Фи. 4
30
Узел i
Л
31 3 и гз к
Фиг 7
