(54) СПОСОБ ИЗГОТОВЛЕНИЯ СУХАРЕЙ КЛАПАНОВ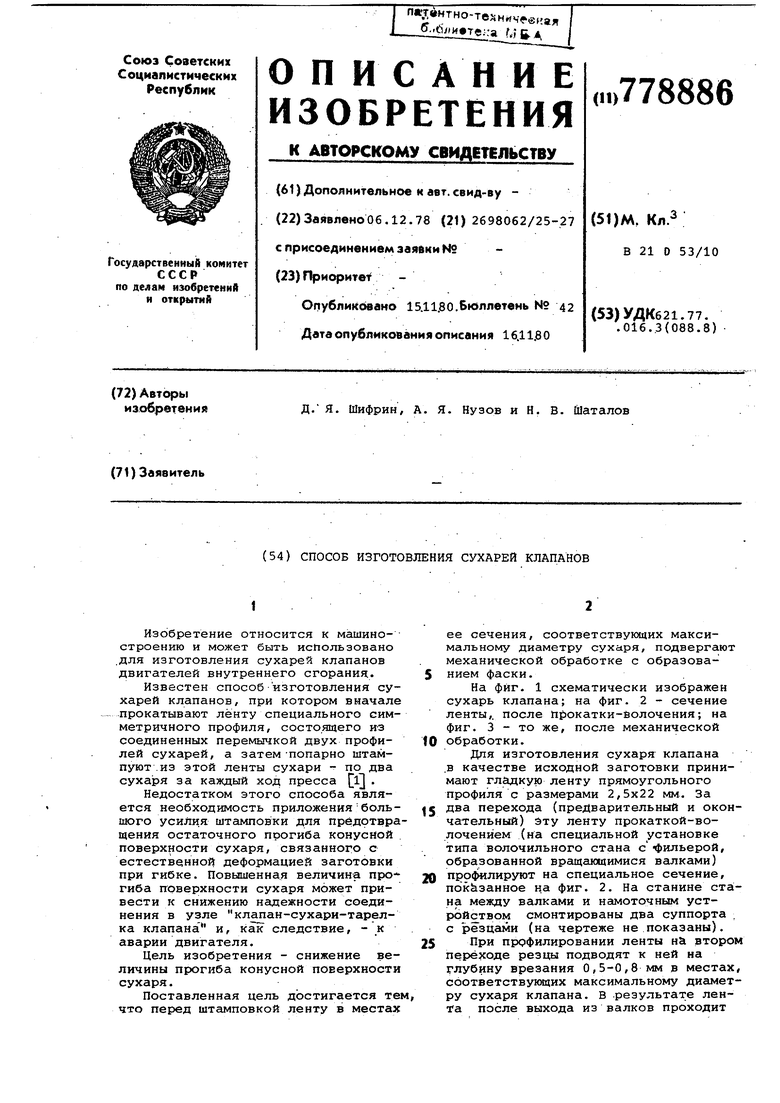
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Автоматическая линия штамповки и профилирования длинномерных деталей из тонколистовой рулонной ленты | 1983 |
|
SU1232326A1 |
| Способ изготовления крепежных деталей с многогранным стержнем | 1990 |
|
SU1759517A1 |
| Способ изготовления стальных поковок типа тел вращения с торцовыми ребордами | 1982 |
|
SU1156786A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2003 |
|
RU2252835C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЛОПАТКИ | 2003 |
|
RU2254200C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ЗАГОТОВОК | 2008 |
|
RU2381083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ ИЛИ СТРОЕННЫХ ШТАМПОВОК ИЗ НАРУЖНЫХ КОЛЕЦ ОДНОРЯДНЫХ КОНИЧЕСКИХ РОЛИКОПОДШИПНИКОВ | 2007 |
|
RU2378081C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
Изобретение относится к машиностроению и может быть использовано .для изготовления сухарей клапанов двигателей внутреннего сгорания. 5
Известен способ изготовления сухарей клапанов, при котором вначале прокатывают ленту специального симметричного профиля, состоящего и-з соединенных перемычкой двух профи- Ю лей сухарей, а затем -попарно штампуют .из этой ленты сухари - по два сухаря за каждый ход пресса f .
Недостатком этого способа является необходимость приложенияболь- j шого усили.я штампов1ки для предотвращения остаточного прогиба конусной . поверхности сухаря, связанного с естественной деформацией заготовки при гибке. Повышенная величина про- 20 гиба поверхности сухаря может привести к снижению надежности соединения в узле клапан-сухари-тарелка клапана и, как следствие, - .к аварии двигателя.25
Цель изобретения - снижение величины прогиба конусной поверхности сухаря.
Поставленная цель достигается тем, что перед штамповкой ленту в местах
ее сечения, соответствукхдих максимальному диаметру сухаря, подвергают механической обработке с образованием фаски.
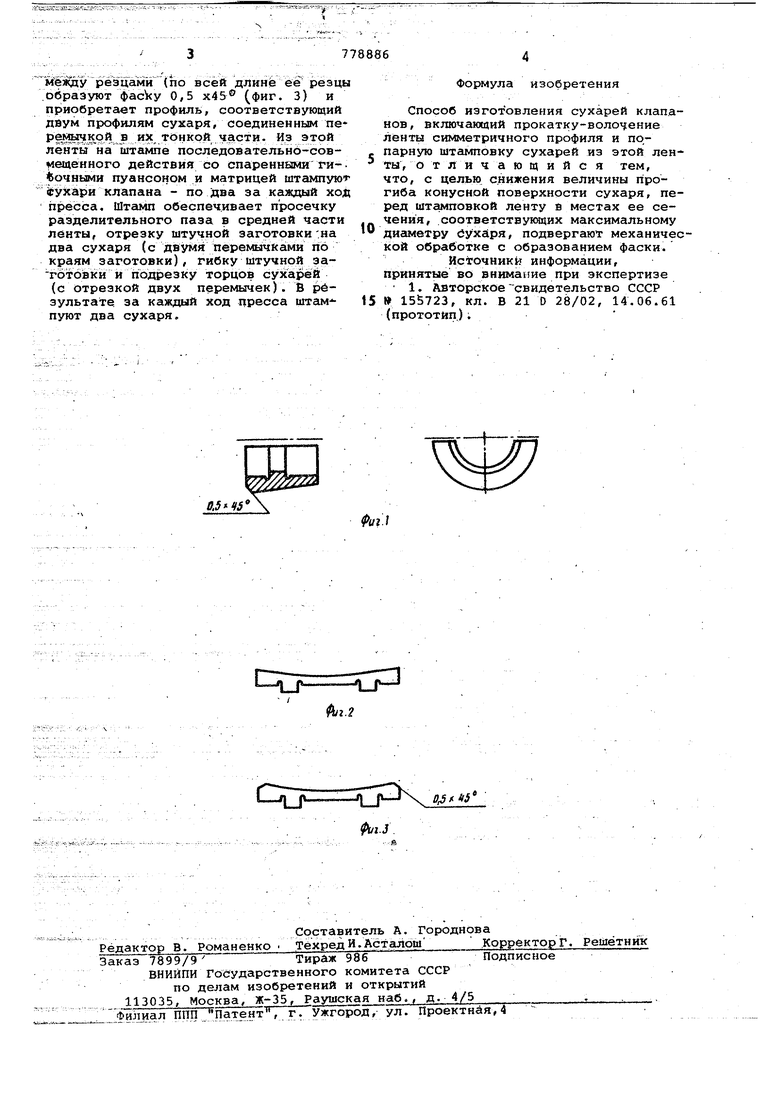
На фиг. 1 схематически изображен сухарь клапана; на фиг. 2 - сечение ленты,, после п юкатки-йолочения; на фиг. 3 - то же, после механической обработки.
Для изготовления сухаря клапана .в качестве исходной заготовки принимают гладкую ленту прямоугольного профиля с размерами 2,5x22 мм. За два перехода (предварительный и окончательный) Эту ленту прокаткой-волочением (на специальной установке типа волочильного стана с «фильерой, образованной вреццающимися валками) профилируют на специальное сечение, пок занное н.а фиг. 2. На станине ста:на между валками и намоточным устройством смонтированы два суппорта с резцами (на чертеже не показаны).
При профилировании ленты на втором переходе резцы подводят к ней на глубину врезания 0,5-0,8 мм в местах, соответствующих максимальному диаметру сухаря клапана. В .результате лента после выхода из валков проходит
мёаду резцами (по всей япк ее резцы .образуют 0,5 х45® (фиг. 3) и приобретает профиль, соответствующий двум профилям сухаря, соединенным пе РЩЬЙШД.. и,. . Из этой ленты на штампе последовательно-совмещенного действия со спареннами ги-. точными пуансоном и матрицей штампую «сухари клапана - по два за каждый ход пресса, Штс№«1 обеспечивает просечку разделительного паза в средней части ленты, отрезку штучной заготовки-на два сухаря (с двумя перемычками по краям заготовки), гибку штучной эатотойкй и подрезку торцов сухарей (с отрезкой двух перемычек). В результате за каждый ход пресса штам пуют два сухаря.
Формула изобретения
Способ изготовления сухарей клапанов, включающий прокатку-волочение ленты симметричного профиля и попарную штамповку сухарей из этой ленты, о т ли ч а ю щ и и с я тем, что, с целью снижения величины прогиба конусной поверхности сухаря, перед штамповкой ленту в местах ее , соответствующих максимальному диаметру бухйря, подвергают механической обработке с образованием фаски.
Источники информации, принятые во внимание при экспертизе
ut
7 yyyZS
иг.1
