ресечении пружин закреплен рабочнй наконечник 4. Сварку алюминиевых нолос 5 ведут на опоре 6.
Устройство работает следующим образом.
Ультразвуковые колебания возбзокдаются от генератора в преобразователе 1 и распространяются через волновод 2 в инструменте 3. Инструмент крепят в волноводе, например, пайкой, в пучпостн колебаний. Длины отростков нлоских пружин в нанравленин осей X и Y выбирают таким образом, чтобы в точке их пересечения на рабочем наконечнике 4 размещались узел и пучность колебаний. Такая геометрическая форма инструмента позволяет вводить в зону сварки одновременно колебания с присутствием амплитуды давления и смещения. С-образпая форма отростков плоских пружип, закрепленных на торце волновода, обеспечивает работу системы в ш:ироком диапазоне нагрузок.
Прнсутствие двух составляюп их ам1ип-1туды смещения V и амплитуды давления Р в описываемом устройстве существенно отличает его от известного устройства, в котор-эм в зоне сварки расположе11Ы только амплитуды смещений. Поэтому выделяемая акустическая энергия на рабочем наконечпнке инструмента в описываемом устройстве, по сравнению с известным, в своем количественном и качественном OTHonieHHHX будет значительно выше.
Пример конкретного исполнения. Сварить
две полоски алюминиевой ленты, толщиной 0,55 мм, на частоте 66 кгц с использованием инструмента из стали 60 С2А, сечением 8Х 2 мм, с применением продольных колебаний. Из нрокатанпой стали 60С 2А вырезаем ин-; струмент в виде креста с длиной отростков вдоль оси X, равной 18 и 54 мм, а вдоль оси Y - по 36 мм от точки пересечения осей креста. Отростки изгибают в виде С-образной формы и припаивают припоем ПсР-40 в пучности колебаний волновода. Рабочий наконечник вкручивают (или ирипаивают) в точке пе)есечення осей креста.
Формула изобретения
Устройство для ультразвуковой сварки, содержащее преобразователь, волновод и инструмент, вынолненный в виде пересекающихся отростков, одни конны которых закреплены в пучности волновода, а в точке пересечепия других размещен рабочий наконечник, о т л и чающееся тем, что, с целью повышепия стабильности качества сварных соединений, отростки Быполпены в виде пары плоских пружип С-образной формы, расположенных в двух взаимно перпендикулярных плоскостях, при этом пересечение упомянутых пружин расположепо в узле распространяющихся в одной из них колебаний, и в пучности распространяющихся в другой колебапий.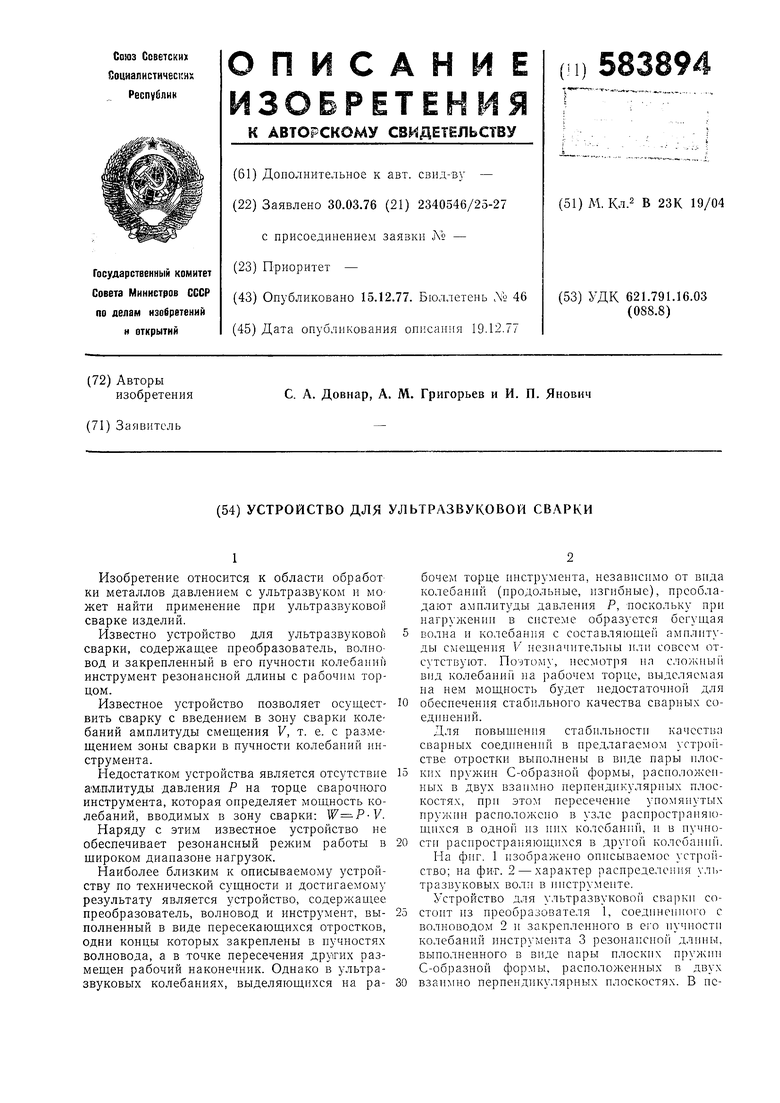
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки | 1980 |
|
SU965674A1 |
| Способ ультразвуковой сварки и устройство для его осуществления | 1982 |
|
SU1093454A1 |
| Устройство для ультразвуковой сварки | 1975 |
|
SU564126A1 |
| Устройство для ультразвуковой обработки твердых материалов | 1981 |
|
SU984465A1 |
| Устройство для микросварки | 1990 |
|
SU1731543A1 |
| Устройство для ультразвуковой резки твердых материалов | 1981 |
|
SU984769A1 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU948581A1 |
| Устройство для присоединения выводов интегральных микросхем и полупроводниковых приборов | 1980 |
|
SU912446A1 |
| Устройство для ультразвуковой обработки | 1980 |
|
SU925591A1 |
| Инструмент для ультразвуковой сварки | 1975 |
|
SU539712A1 |

