Изобретение относится к измерению технологических параметров при прокатке, в частности к измерению длины проката на листовых реверсивных станах горячей прокатки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемо му результату является устройство, содержащее генератор импульсов, связанный с рабочим валком прокатной клети и преобразующий угол поворота валка в последовательность импульсов, датчики усилий прокатки и счетчик импульсов {.
Однако известное устройство не учитывает отрезаемые впоследствии длины передних и задних концов, в пределах которых имеет место разнотолщинность проката.
Целью изобретения является увеличеиие точности измерения годного проката.
Цель изобретения достигается тем, что в устройстве применены блок измерения длины годного проката, блок градуировки и переключатель.
Блок градуировки вырабатывает импульсы, соответствующие длинам проката, проходящего через валки стана. Эти импульсы накапливаются в счетчике импульсов. Счетчик запускается тогда, когда толщина переднего конца раската, находящегося в валках клети, достигает заданной толщины и прекращает счет импульсов при выходе толщины в хвостовой части проката за допустимые пределы.
Работой счетчика импульсов управляет блок измерения длины годного проката. Переключатель служит для выбора одного из двух режимов: калибровки или измерения.
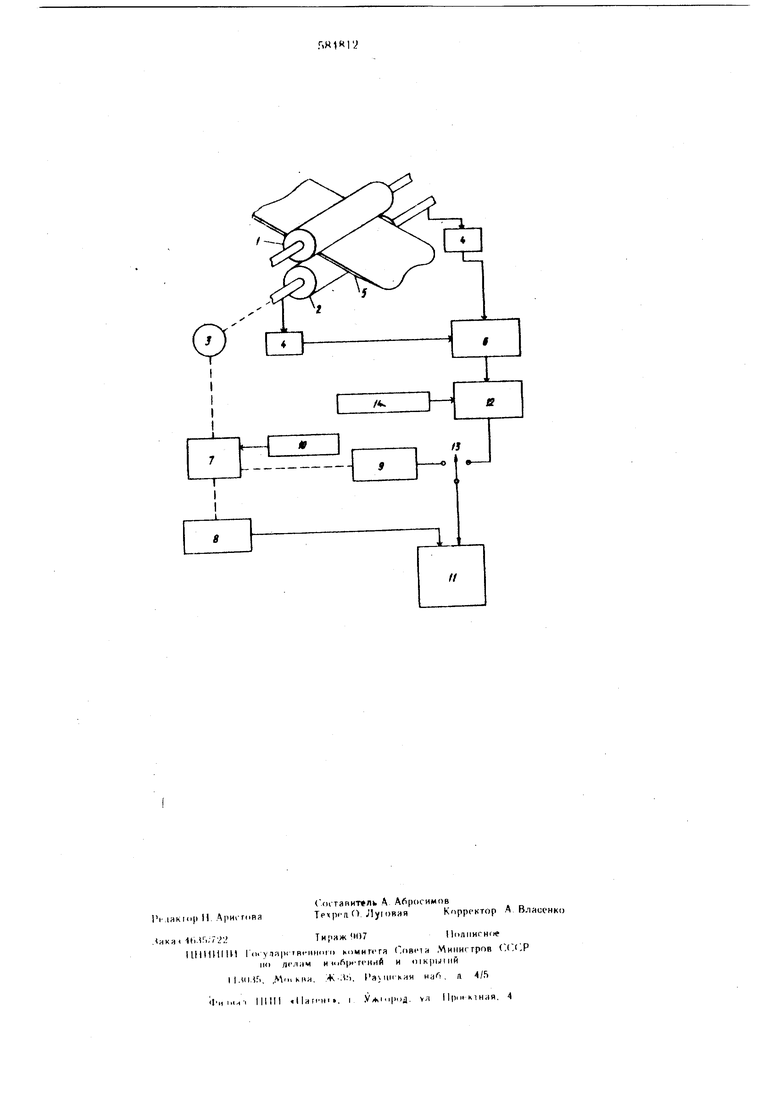
На чертеже изображено предлагаемое устройство.
Оно содержит: I и 2 - верхний и нижний рабочие валки; 3 - электропривод валков;
4- датчики давления металла на валки;
5- нрокатываемая полоса; 6 - измеритель усилий прокатки; 7 - редуктор с регулируемым передаточным числом; 8 и 9 - генераторы
импульсов; 10-устройство регулирования передаточного числа; И - счетчик импульсов;
12- реле напряжения; 13 - двухпозиционный переключатель; 14 -источник (регулируемый) постоянного напряжения.
Устройство работает следующим образом. Для калибровки устройства переключатель
13находится в положении, при котором выход генератора 9 импульсов соединен с управляющим входом счетчика 11. При вращении электродвигателя 3 оба генератора 8 и 9 вырабатывают импульсы. Генератор 9 выдает один импульс за каждый полный оборот
валка 2 и каждый его импульс сбрасывает на нуль показание счетчика И.
Частота генератора 8 нмпульсов регулируется путем изменения передаточного числа редуктора 7 до тех пор, пока число нмпульсов от генератора 8 между двумя соседними импульсами генератора 9 равно числу сантиметров, измеренных на окружности валка 2.
Таким образом, устройство откалибровано в сантиметрах длины полосы 5.
Передаточное чнсло редуктора 7 изменяется при помощи устройства 10 регулирования передаточного числа.
В рабочем положении переключатель 13 находнтся в положенин, при котором выход реле 12 напряжения соединен с управляющим вхбдом счетчнка 11 импульсов.
В основу работы устройства положено явление, по которому давление металла на валки будет относительно постоянным, если толщина полосы 5 находится в пределах допусков, и будет изменяться, когда имеющие разнотолщинность концы щоката 5 входят и выходят из валков 1 и 2, то есть в устройстве для определения длины проката использованы сигналы от датчиков 4 давления металла на валки.
Значение выходного сигнала регулируемого источника 14 постоянного напряжения устанавливается так, что реле 12 напряжения будет выдавать сигнал всякий раз, когда толщина полосы в процессе прокатки достигает пределов допуска. При этом реле 12 на своем выходе выдает импульс.
Таким образом счетчик 11 воспроизводит длину прокатного листа. Затем измеряется толщина листа, н зазор между валками для последиего прохода устанавливается так. чтобы получить полосу заданной длины при толщине, находящейся в пределах допуска.
Формула изобретения
1.Устройство для измерения длины проката во время его прохода между рабочими валками прокатной клети, содержащее генератор импульсов, связанный с рабочим валком прокатной клети н преобразующий угол поворота валка в последовательность импульсов, датчики усилий прокатки и счетчик импульсов, отличающееся тем, что, с целью увеличения точности измерения годного проката, в нем применены блок измерения длины годного проката, блок градуировки и переключатель.
2.Устройство по п. 1, отличающееся тем, что блок измерения длины годного проката содержит датчики и измеритель усилий прокатки, источник постоянного напряжения и реле напряжения, причем датчики усилий соединены с входом измерителя усилий, выход которого соединен с одним из входов реле напряжения, к другому входу реле напряжения подключей источник постоянного напряжения, а выход еле напряжения соединен через переключатель со сбрасываюп|им входом счетчика.
3.Устройство по пп. I и 2, отличающееся тем, что блок градуировки содержит два генератора импульсов, редуктор с устройством регулирования передаточного числа и счетчик импульсов, причем выход одного генератора импульсов, сочлененного с рабочим валком прокатной клети через редуктор с переменным передаточным числом, соединен со счетным входом счетчика, а выход другого генерптоой
импульсов, сочлененного с рабочим валком п| окатной кл.. ги непосредственно, соединен со сбрасывающим входом счетчика через переключатель, выход устройства регулирования передаточного числа редуктора соединен с редуктоРО Источники информации, принятые во внимание при экспертизе:
. Авторское свидетельство СССР № 331243, кл. G 01 в 7/02, 07.04.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины проката | 1981 |
|
SU968589A1 |
| Измеритель длины проката | 1977 |
|
SU778839A1 |
| Устройство для управления главнымпРиВОдОМ КлЕТи НЕпРЕРыВНОгО пРОКАТНОгОСТАНА | 1979 |
|
SU806185A2 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067905C1 |
| Устройство для стабилизации толщины проката | 1981 |
|
SU1013009A1 |
| Способ регулирования толщины проката и устройство для его осуществления | 1989 |
|
SU1620168A1 |
| Способ автоматического регулирования толщины проката и устройство для его осуществления | 1980 |
|
SU982835A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Устройство для регулирования соотношений скоростей клетей непрерывного трубопрокатного стана | 1984 |
|
SU1186306A1 |
| Способ измерения длины полосы на стане горячей прокатки | 1991 |
|
SU1788430A1 |