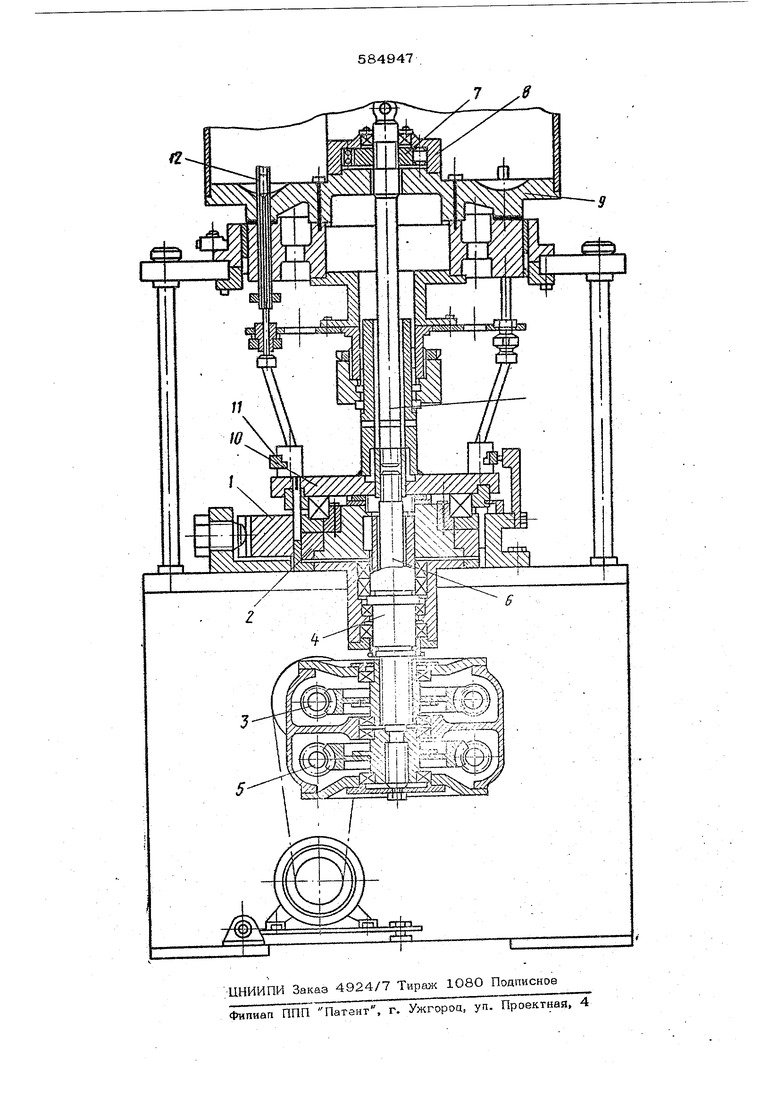
(54) АВТОМАТ ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ ШТУЧНЫХ ИЗДЕЛИЙ МАЛОГО ДИАМЕТРА трубки 12, питаюшве механизмы 11 поштуч ной выдачи прокатываексык заготовок. работает спедуюшим обоазок. От «{брвячяой пары 3 через шпяневой вал 4 враиювве передветса профипнрованно му ропиху 2 и кояьаевому ротору 10. одновременно от червячной пары 5 через шли-. пе&ые валы 4 в 6 вращается внутреннее копьно 7 обгонной муфты. При врашенни вну реннего кольца 7 обгоннов муфты происходит запеппение его с внешним кольцом 8, обгонной которое передает вращение ротору загрузки 9. При вращении ротора загрузки 9 прокаты ваемые заготовки через подвижные трубки 12 поступают в механизмы 11 поштучной выдачи заготовок, которые в свою очередь выдают прокатываемые заготовки копьиево муротору l6. Копьиевойротор Юприврашении переносит прокатываемые заготовки к ; неподвижному профилированному сектору 1, где захватываются вращаюшимсйпрофипирован нымропаком2. В.зонедеформациипрокатывае т мая заготовка получает большую угловую скорость, которая передается кольцевому ротору . 10 который в сЬою очередь передает вращение с большей угловой скоростью внутреннему кольцу Т- обгонной муфты, в результате чегосрабаты вает обгонная муфта и вращение кольцевого ротора Ю происходит от прокатываемой заго-. товки. Как тодько прокатываемая заготовка выйдет из зоны деформации, кольцевой ; ротор 10 опять начинает врашаться через обгонную муфту и цикл прокатывания заготовок проаопжаетч:я в гакойже псюпедовательносги. Формула изобрет и я 1.Автомат дпя поперечной прокатки штучных изделий малого диаметра, содержащий механизм загрузки, рабочий инструмент в виде неподвижного профилированного секто-; ра и приводного профилированного ролика, а также расположенньтй концентрично роли-;, ку кольцевой ротор с приводом его вращения, о тличаюшнйся тем, что, с целью повыше ния точности прокатываемых изделий путем исключения проскальзывания заготовок, он снабжен механизмом для согласования угловой скорости кольцевого ротора и угловой скорости прокатываемых заготовок, кинематически связанным с приводом кольцевого ротора и жестко связанным с механизмом загрузки, причем последний выполнен в виде ротора загрузки, установленного соосно кольцевому ротору и жестко связанного с ним. 2.Автомат по п. 1, о т л и а ю щ и йс я тем, что механизм для согласования угловой скорости кольцевого ротора н угиовой скорости прокатываемых заготовок выполнен в виде обгонной муфты, наружное кольв6 которой жестко связано с ротором загрузка, а . внутреннее -с приводом вращения колыю вого ротора. Источники информации, принятые во внво мание при экспертизе: 1. Авторское свидетельство № 172714, кл. В 21 Н 1/18. 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки цилиндрических изделий | 1980 |
|
SU889241A1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Накатный станок | 1985 |
|
SU1362555A2 |
| Резьбонакатной автомат Кирьянова А.В. | 1988 |
|
SU1704893A1 |
| АВТОМАТ ПОПЕРЕЧНОЙ ПРОКАТКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU172714A1 |
| Прокатный стан | 1987 |
|
SU1503908A1 |
| Клеть планетарного стана поперечно-винтовой прокатки | 1990 |
|
SU1814935A1 |
| Ротор загрузки штучными заготовками | 1982 |
|
SU1024220A1 |
| РОТОРНЫЙ ГВОЗДИЛЬНЫЙ АВТОМАТ | 1996 |
|
RU2117545C1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |