1 1362555
Изобретение относится к обработке
щи
металлов давлением, а именно к накатным станкам, может быт использовано при обработке деталей типа тел вращения из прутковой заготовки методом поперечно-клиновой прокатки и является усовершенствованием известного станка по авт.сво № 996020.
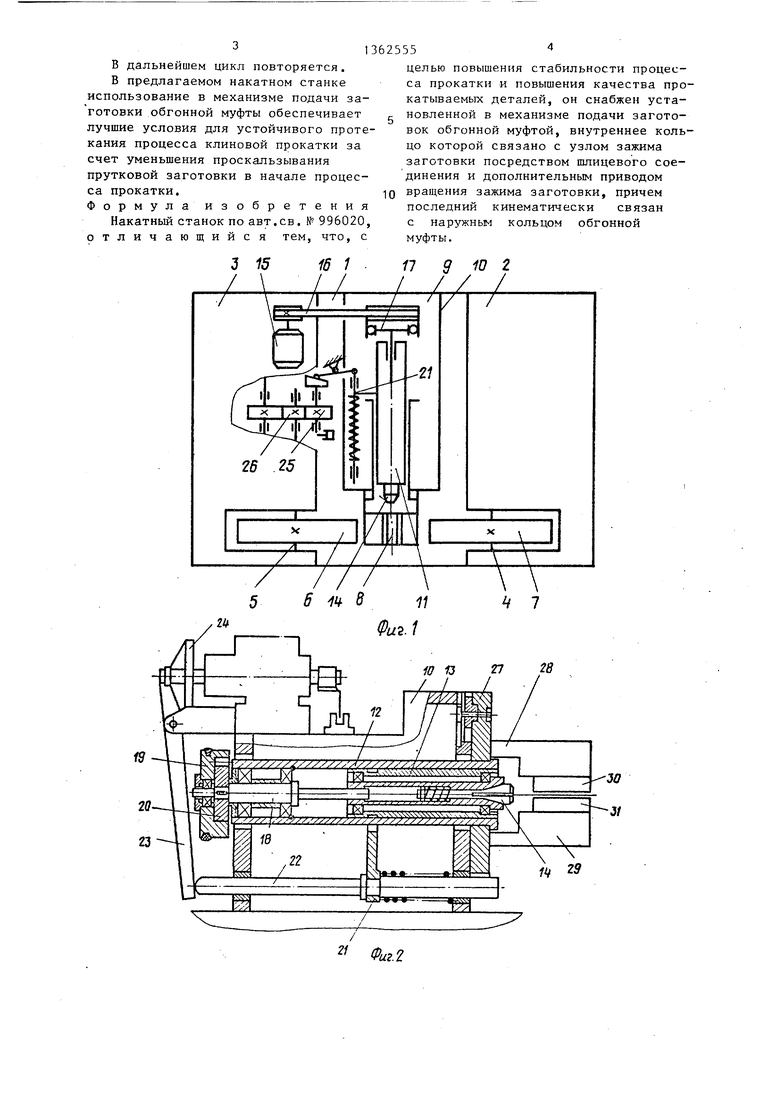
Цель изобретения - повьшзение стабильности процесса прокатки и повышение качества прокатываемых деталей На фиг. 1 изображен накатный станок; на фиг. 2 - механизм подачи прутковой заготовки.
Накатный станок содержит смонтированные на станине 1 приводные (основной привод станка не показан) подвижную 2 и неподвижную 3 головки с установленными в них шпинделями 4 и 5, на Которых закреплены инструменты 6 и 7, проводку 8 и расположенный между подвижной 2 и неподвижной 3 головками механизм 9 подачи заготовок, включаюш 1й корпус 10 с размещенным в нем узлом 11 зажима, в полой втулке 12 которого установлена с возможностью возвратно-поступательного перемещения пустотелая штанга 13с цанговым захватом 14, установленным в ней с возможностью вращения от злектродвигателя 15 через клино- ременную передачу 16 и обгонную муфту 17, размещенную в механизме 9 подачи заготовок, и пустотелый п&тице- вый валик 18, установленный на подшипниках во втулке 12. При этом наружное кольцо 19 обгонной муфты 17 установлено с возможностью свободного вращения на валике 18, на котором закреплено внутреннее кольцо 20,
Пустотелая штанга 13 связана через кронштейн 21 с подпружиненной тягой 22 кулачково-рычажного привода, выполненного в виде двуплечего рычага 23, одним плечом взаимодействующего с торцовым кулачком 24, сидящим на одном валу с шестернями 25 и 26 шпинделя 5 неподвижной головки 3, . а другим плечом - с подпружиненной тягой 22; Полая втулка 12 узла 11 зажима закреплена на основании 27 проводки 8 соосно оси симметрии ее верхней 28 и нижней 29 направляющих, снабженных опорами 30 и 31. Основание 27 проводки 8 закреплено на корпусе 10 механизма 9 подачи заготовок.
2
Накатный станок работает следующим образом.
Производя настройку клиновых инструментов 6 и 7 на диаметр обрабатываемой детали (не показана) и проводки 8 на ось прокатки, производят натяжение клиноременной передачи 16. При прокатке деталей прутковая заготовка (не показана) подается в зону обработки через пустотелые штангу 13 и шлицевой валик 18 и удерживается цанговым захватом 14 узла 11 зажима. Зона обработки образуется 5 верхней 30 и нижней 31 опорами проводки 8 и профилями клиновых инструментов 6 и 7.
При совмещении холостых участков клиновых инструментов 6 и 7 произво- 0 дится подача прутковой заготовки в зону обработки при помощи цангового захвата 14.
При этом цанговый захват 14 вместе с прутковой заготовкой получает 5 вращение от злектродвигателя 15 через клиноременную передачу 16, обгонную муфту 17 и шпицевый валик 18, чем обеспечивается улучшение условий захвата прутковой заготовки клиновы- 0 ми инструментами 6 и 7 в- начале процесса прокатки, что уменьшае г проскальзывание прутковой заготовки.
Клиновые инструменты 6 и 7 захватывают заготовки и формуют требуемый g профиль детали. На участках деформации клиновых инструментов 6 и 7 прокатываемая заготовка получает большую угловую скорость, которая передает вращение с большей угловой скоростью 0 внутреннему кольцу 20 обгонной муфты 17 через шлицевой валик 18 в результате чего срабатывает обгонная муфта 17, и вращение заготовки происходит от момента сил прокатки. При 5 этом срабатывает кулачково-рычажный привод, т.е. движение от шпинделя 5 неподвижной головки 3 через зубчатое зацепление шестерен 26 и 25, торцовый кулачок 24 передается двуплечему рычагу 23, который, взаимодействуя с подпружиненной тягой 22 посредством кронштейна 21, возвращает в исходное положение штангу 13 с цанговым захватом 14. Затем прокатанная деталь отрезается в размер ножами (не показаны) инструментов 6 и 7 и при очередной подаче прутка готовая деталь выталкивается из зоны обработки.
0
5
в дальнейшем цикл повторяется.
В предлагаемом накатном станке использование в механизме подачи заготовки обгонной муфты обеспечивает лучшие условия для устойчивого протекания процесса клиновой прокатки за счет уменьшения проскальзывания прутковой заготовки в начале процесса прокатки. Формула изобретения
Накатный станок по авт.св. № 996020, отличающийся тем, что, с
62555
целью повышения стабильности процесса прокатки и повышения качества прокатываемых деталей, он снабжен уста- g новленной в механизме подачи заготовок обгонной муфтой, внутреннее кольцо которой связано с узлом зажима заготовки посредством шлицевого соединения и дополнительным приводом 10 вращения зажима заготовки, причем последний кинематически связан с наружньи кольцом обгонной муфты.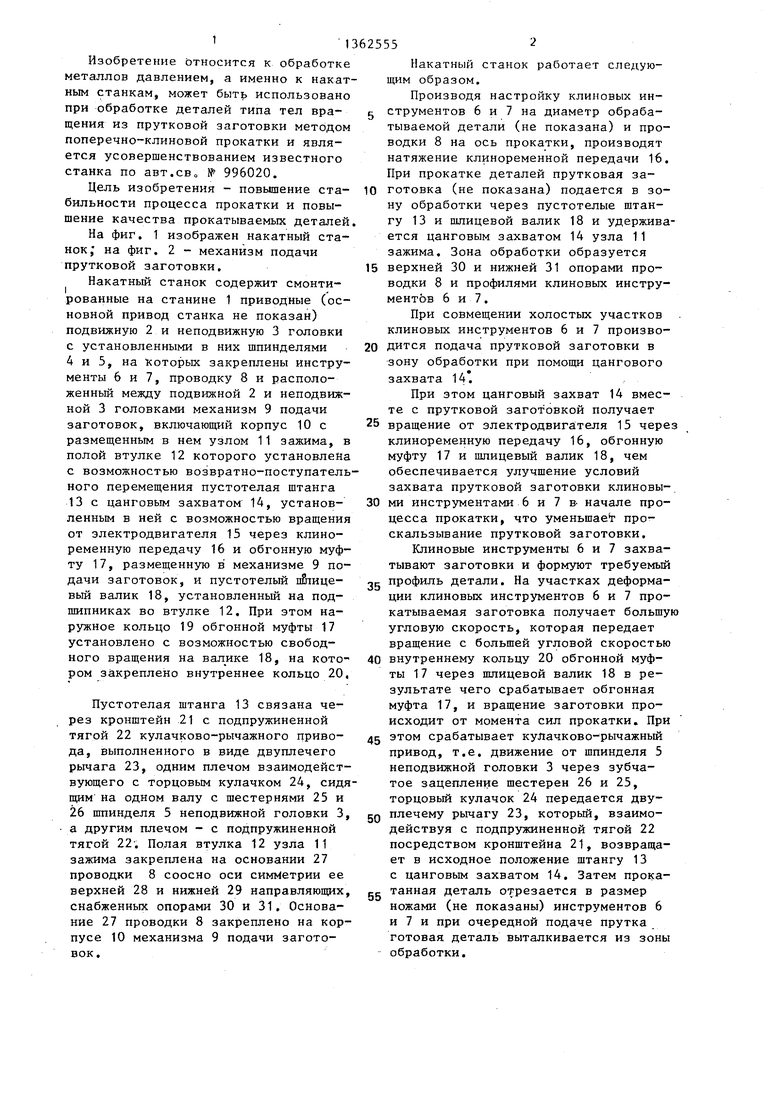
| название | год | авторы | номер документа |
|---|---|---|---|
| Накатный станок | 1980 |
|
SU996020A1 |
| Накатный станок | 1986 |
|
SU1412863A2 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1992 |
|
RU2041004C1 |
| Устройство для подачи прутка | 1986 |
|
SU1430164A1 |
| Накатный автомат | 1990 |
|
SU1794569A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРУТКОВОЙ ЗАГОТОВКИ | 1991 |
|
RU2019355C1 |
| Станок для продольной прокатки | 1975 |
|
SU572323A1 |
| Многошпиндельный токарный станок | 1984 |
|
SU1202719A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для обработки деталей типа тел вращения из прутковой заготовки методом поперечно-клиновой прокатки. Цель изобретения - повышение стабильности процесса прокатки путем улучшения условий захвата заготовки клиновыми инструментами. Накатный станок содержит установленные на станине подвижную и неподвижную головки шпинделей с рабочими инструментами и расположенный между ними механизм подачи заготовок. Последний имеет корпус, проводку с основанием и направляющими, узел зажи-- ма заготовки с полой втулкой, в которой расположена пустотелая штанга с установленным в ней на подшипниках захватом. Станок содержит дополнительно установленную в механизме подачи заготовки обгонную муфту, внутреннее кольцо которой связано с узлом зажима заготовки посредством шлицевого соединения. Наружное кольцо кинематически связано с дополни- тельнь1м приводом вращения захвата заготовки. Такая конструкция позволяет вращать заготовку, что повышает устойчивое протекание процесса прокатки, 2 ил. i (Л CZ 1Ч
28
21
| Накатный станок | 1980 |
|
SU996020A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
