1
Изобретение относится к области обработки металлов давлением и, в частности может быть применено для прокатки лопаток турбин.
Известно устройство для прокаткп издеЛИЙ с переменным профилем в поперечном сечении, содержащее станину в виде параллелепипеда, клеть с валками и кареткой, зубчато-реечное зацепление, обеспечивающее синхронное движение всех движущихся частей устройства .
Однако в известном устройстве невозможна регулировка междентрового расстояния и натяга валков при наладке на изделие, так как опорные плиты имеют фиксированное положение и поэтому для компенсации упругой деформации профилирующего инструмента, возникающей из-за больщих давлений при прокатке, приходится давать натяг по рабочим поверхностям инструмента, что приводит к быстрой потери его точности.
Передачей нагрузки через цапфы валков невозможно создавать больщой рабочий натяг, и поэтому обработка профиля происходит за пять и более переходов с промежуточным отжигом, что значительно увеличивает время обработки.
Отсутствие жесткой кинематической связи между роликами и приспособлением для
зажима лопатки уменьщает точность прокатки. Кроме того, переменные осевые усилия, действующие на валки и являющиеся тангенциальными составляющими сил, возникающих в процессе прокатки профилей с переменной геометрией, воспринимаются недостаточно жесткими элементами конструкции, что также снижает точность прокатываемых изделий.
Известно устройство для прокатки точных изделий, содержащее станину, кисть с валками, расположенными в опорах, зубчато-реечный механизм, выполненный в виде двух пар зубчатых реек и двух пар зубчатых колес, расположенных соответственно на валах нижнего и верхнего валков, находящихся в зацеплении одно с другим, и подвижную клиновидную плиту, контактирующую с опорой нижнего валка 2.
Недостатком этого устройства является отсутствие синхронизации вращения валков, так как нижняя рейка установлена станционарно, и отсуствует мехаиизм компенсации зазора в реечном зацеплении. Это приводит к рассогласованию во вращении валков и к нарущению точности прокатываемого изделия.
Целью изобретения является повыщение точности изделий.
Это достигается тем, что рейки, находящиеся в зацеплении с колесами нижнего валка, закреплены на подвижной клиновидной плите, а опоры валков выполнены в виде регулируемых клиновых соединений, контактирующих с торцами валков сферической подушки с шарикоподщипниками и шариковых направляющих, контактирующих со станиной и подушкой.
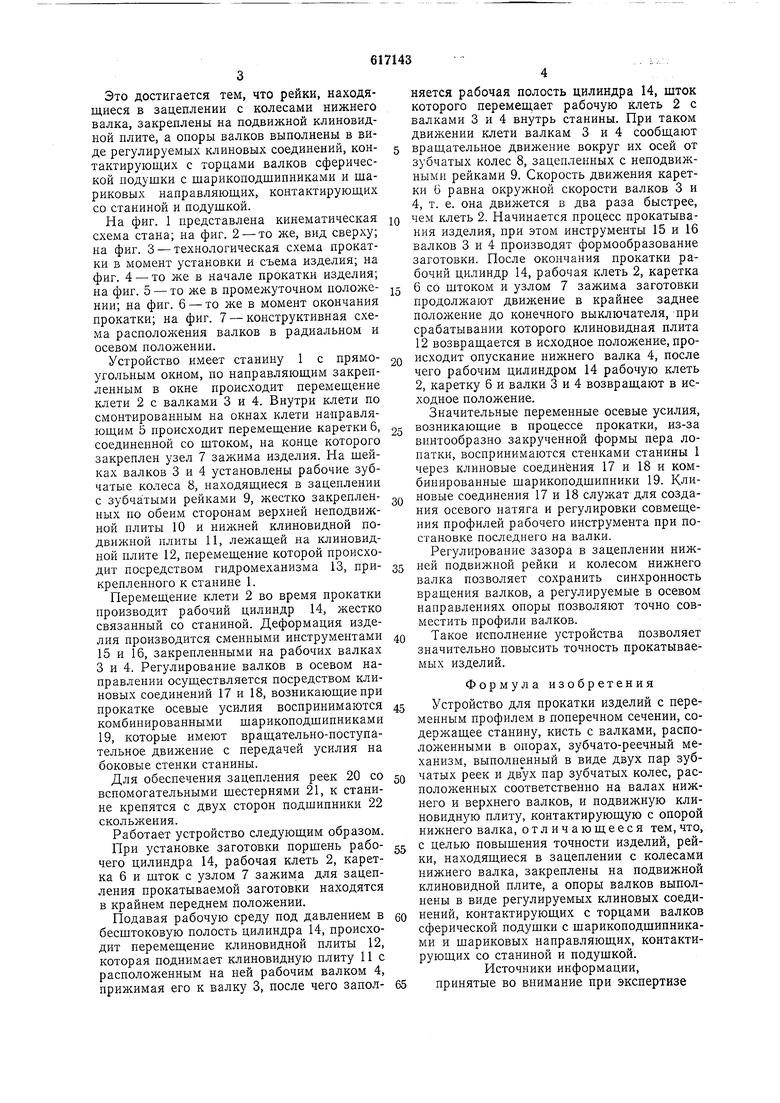
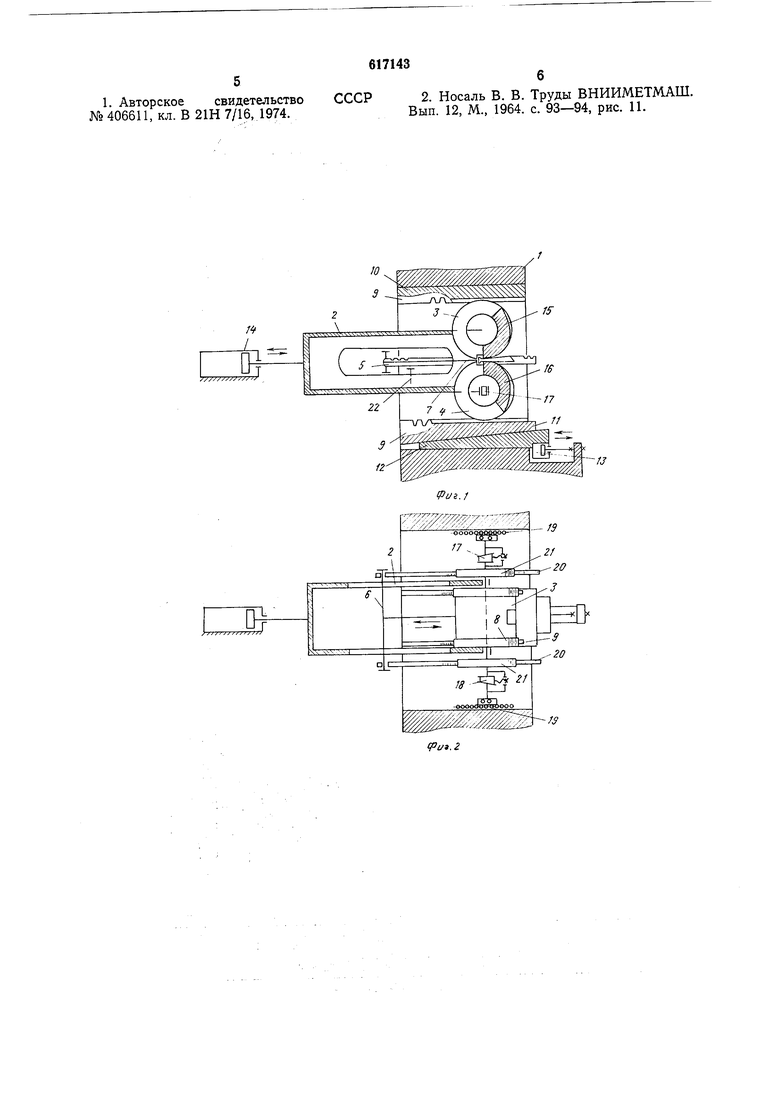
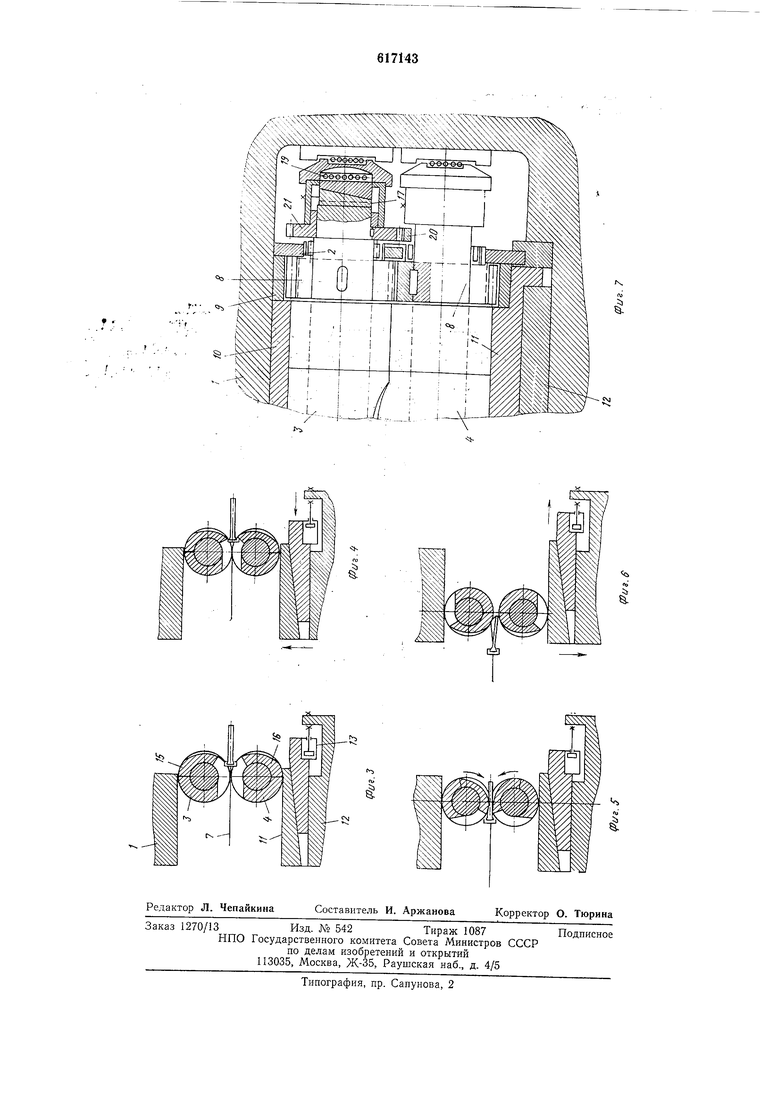
На фиг. 1 представлена кинематическая схема стана; на фиг. 2 - то же, вид сверху; на фиг. 3 - технологическая схема прокатки в момент установки и съема изделия; на фиг. 4 - то же в начале прокатки изделия; на фиг. 5 - то же в промежуточном положеНИИ; на фиг. 6 - то же в момент окончания прокатки; на фиг. 7 - конструктивная схема расположения валков в радиальном и осевом положении.
Устройство имеет станину 1 с прямоугольным окном, по направляющим закрепленным в окне происходит перемещение клети 2 с валками 3 и 4. Внутри клети по смонтированным на окнах клети направляющим 5 происходит перемещение каретки 6, соединенной со штоком, на конце которого закреплен узел 7 зажима изделия. На шейках валков 3 и 4 установлены рабочие зубчатые колеса 8, находящиеся в зацеплении с зубча тыми рейками 9, жестко закрепленных по обеим сторонам верхней неподвижной плиты 10 и нижней клиновидной подвижной плиты 11, лежащей на клиновидной плите 12, перемещение которой происходит посредством гидромеханизма 13, прикрепленного к станине 1.
Перемещение клети 2 во время прокатки производит рабочий цилиндр 14, жестко связанный со станиной. Деформация изделия производится сменными инструментами 15 и 16, закрепленными на рабочих валках 3 и 4. Регулирование валков в осевом направлении осуществляется посредством клиновых соединений 17 и 18, возникающие при прокатке осевые усилия воспринимаются комбинированными шарикоподшипниками 19, которые имеют вращательно-поступательное движение с передачей усилия на боковые стенки станины.
Для обеспечения зацепления реек 20 со вспомогательными шестернями 21, к станине крепятся с двух сторон подшипники 22 скольжения.
Работает устройство следующим образом.
При установке заготовки поршень рабочего цилиндра 14, рабочая клеть 2, каретка 6 и шток с узлом 7 зажима для зацепления прокатываемой заготовки находятся в крайнем переднем положении.
Подавая рабочую среду под давлением в бесштоковую полость цилиндра 14, происходит перемещение клиновидной плиты 12, которая поднимает клиновидную плиту 11 с расположенным на ней рабочим валком 4, прижимая его к валку 3, после чего заполняется рабочая полость цилиндра 14, шток которого перемещает рабочую клеть 2 с валками 3 и 4 внутрь станины. При таком движении клети валкам 3 и 4 сообщают вращательное движение вокруг их осей от зубчатых колес 8, зацепленных с неподвижными рейками 9. Скорость движения каретки 6 равна окружной скорости валков 3 и 4, т. е. она движется в два раза быстрее, чем клеть 2. Начинается процесс прокатывания изделия, при этом инструменты 15 и 16 валков 3 и 4 производят формообразование заготовки. После окончания прокатки рабочий цилиндр 14, рабочая клеть 2, каретка 6 со штоком и узлом 7 зажима заготовки продолжают движение в крайнее заднее положение до конечного выключателя, при срабатывании которого клиновидная плита 12 возвращается в исходное положение, происходит опускание нижнего валка 4, после чего рабочим цилиндром 14 рабочую клеть 2, каретку 6 и валки 3 и 4 возвращают в исходное положение.
Значительные переменные осевые усилия, возникающие в процессе прокатки, из-за винтообразно закрученной формы пера лопатки, воспринимаются стенками станины 1 через клиновые соединения 17 и 18 и комбинированные шарикоподшипники 19. Клиновые соединения 17 и 18 служат для создания осевого натяга и регулировки совмещения профилей рабочего инструмента при постановке последнего на валки.
Регулирование зазора в зацеплении нижней подвижной рейки и колесом нижнего валка позволяет сохранить синхронность вращения валков, а регулируемые в осевом направлениях опоры позволяют точно совместить профили валков.
Такое исполнение устройства позволяет значительно повысить точность прокатываемых изделий.
Формула изобретения
Устройство для прокатки изделий с переменным профилем в поперечном сечении, содержащее станину, кисть с валками, расположенными в опорах, зубчато-реечный механизм, выполненный в виде двух пар зубчатых реек и двух пар зубчатых колес, расположенных соответственно на валах нижнего и верхнего валков, и подвижную клиновидную плиту, контактирующую с опорой нижнего валка, отличающееся тем, что, с целью повышения точности изделий, рейки, находящиеся в зацеплении с колесами нижнего валка, закреплены на подвижной клиновидной плите, а опоры валков выполнены в виде регулируемых клиновых соединений, контактирующих с торцами валков сферической подушки с шарикоподшипниками и шариковых направляющих, контактирующих со станиной и подушкой. Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство № 406611, кл. В 21Н 7/16, 1974. СССР 2. Носаль В. В. Труды ВНИИМЕТМАШ. Вып. 12, М., 1964. с. 93-94, рис. 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| ФОН! ЗНШЕРТОВ | 1973 |
|
SU406611A1 |
| УСТРОЙСТВО ДЛЯ ВАЛЬЦЕВАНИЯ ЛОПАТОК | 1986 |
|
SU1451960A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1999 |
|
RU2174056C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Устройство для поперечной прокатки зубчатых профилей | 1979 |
|
SU882691A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
-//
/
