оо
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2107573C1 |
| Автоматическая линия для безоблойной штамповки длинномерных изделий | 1980 |
|
SU929291A1 |
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАПИЛЬНИКОВ | 1971 |
|
SU426735A1 |
| Стан для поперечно-клиновой про-КАТКи | 1978 |
|
SU795670A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ИЗДЕЛИЙ С ОДНОСТОРОННЕЙ ПЕРИОДИЧНОСТЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288802C1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2106925C1 |
Изобретение относится к оборудованию прокатных цехов и может быть использовано при изготовлении деталей типа ступенчатых валов. Цель - повышение качества прокатанных изделий путем устранения осевой рыхлости и остаточных напряжений. Нагретую заготовку помещают между клиновыми инструментами 11 и 4 и формообразуют полуфабрикат до окончания первого перехода. Ползун 10 останавливают и включают гидроцилиндр 7, шток которого жестко связан с нижней плитой. Шестерня 15 кантователя 13, установленного на нижней плите 3 с возможностью поворота относительно ее продольной оси, входит в зацепление с зубчатой рейкой 16 и опускается до упора 18. Рейка 16 приводом перемещается, вращая шестерню 15 кантователя 13, и поворачивает полуфабрикат на 180 . Включают привод ползуна 10, и полуфабрикат выкатывается на клин следующего перехода инструмента 4. Затем цикл повторяется. Изменение направления деформирования приводит к уплотнению материала заготовки и увеличивает пластичность металла. 2 з.п, ф-лы, 6 ил. « (Л
h
Фиг.1
Изобретение относится к основному оборудованию прокатных цехов и может быть использовано при изготовлении деталей типа ступенчатых валов поперечно-клиновой прокаткой.
Цель изобретения - повышение качества прокатанных изделий путем устранения осевой рыхлости и остаточных напряжений.
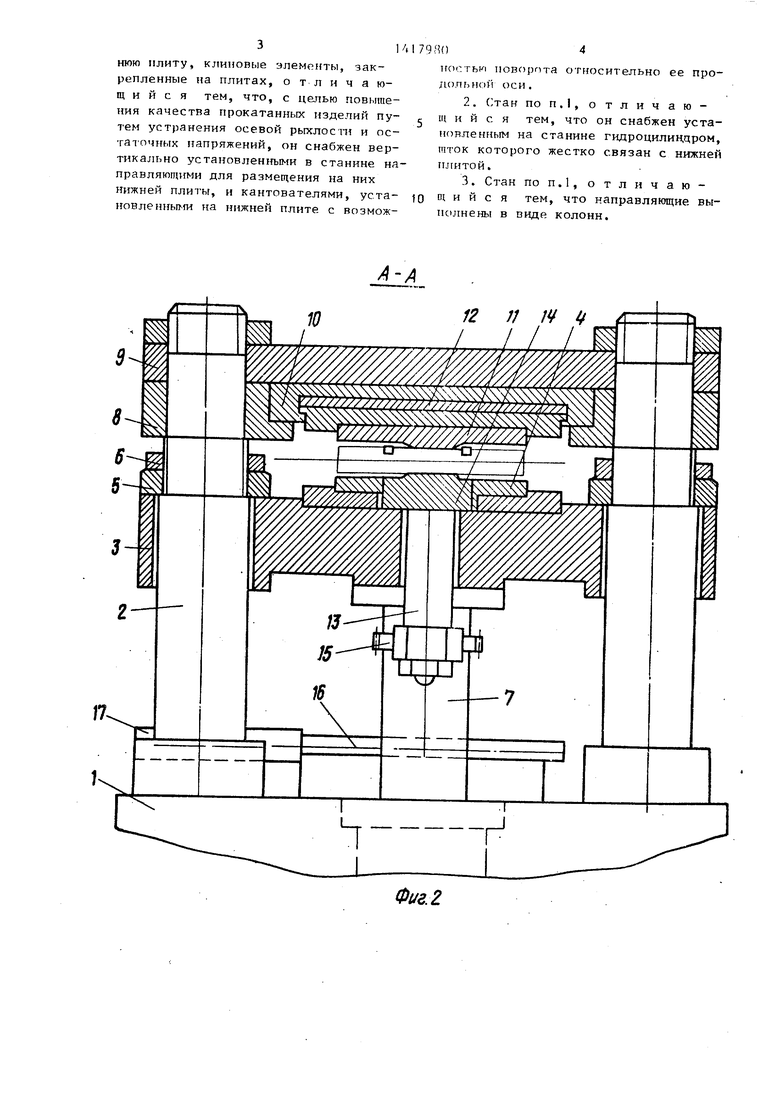
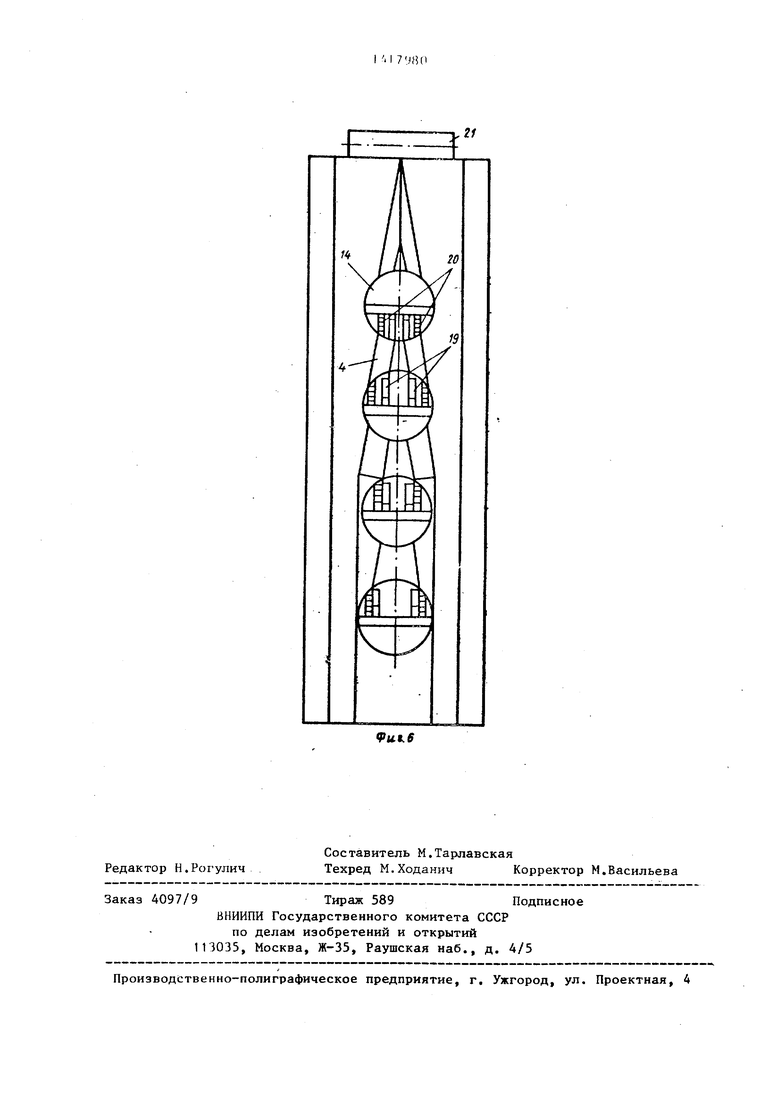
На фнг.1 изображен стан в момент начала прокатки на втором переходе клинового инструмента, вид сбоку; на фиг.2 - разрез А-А на фиг.1; на фиг.З - стан5 открытое положение (с опущенной плитой и нижним инструмен- тЬдержателем до поворота второго кантователя); на фиг,4 - лоток кантователя с незафиксированной заготовкой; на фиг.5 - крайнее положение зафиксированной заготовки в лотке кантователя; на фиг.6 - нижний инстру- йент с поворотными лотками между технологическими переходами, вид сверху.
Устройство состоит из станины 1, в которую закреплены направляющие колонны 2, на которые посажена плита 3 с клиновым инструментом 4, верхнее крайнее положение которой ограничено гайками 5 и 6. Под плитой 3 в станине 1 размещен гидроцилиндр 7, шток крторого жестко связан с плитой 3. Над последней на колоннах посажены направляющие 8 и крьшжа 9, между которыми размещен ползун 10 с закрепленным на нем инструментом 11. Между ползуном 10 и инструментом 11 установлена клиновая плита 12 для регулирования закрытой высоты прокатного устройства. В плите 3 между технологическими переходами клинового инструмента 4 (фиг.6) установлены кантователи 13, выполненные в виде осей, иа верхних концах которых закреплены лотки 14 (фиг.4 и 5), а на нижних - шестерни 15. Под нижней плитой 3 на станине 1 закреплены зубчатые рейки 16 с приводом 17 и упоры 18 для ограничения хода кантователей 13. Лотки 14 снабжены парой скоб 19 для удерживания заготовки во время кантования и дорожками 20.
Устройство работает следующим образом.
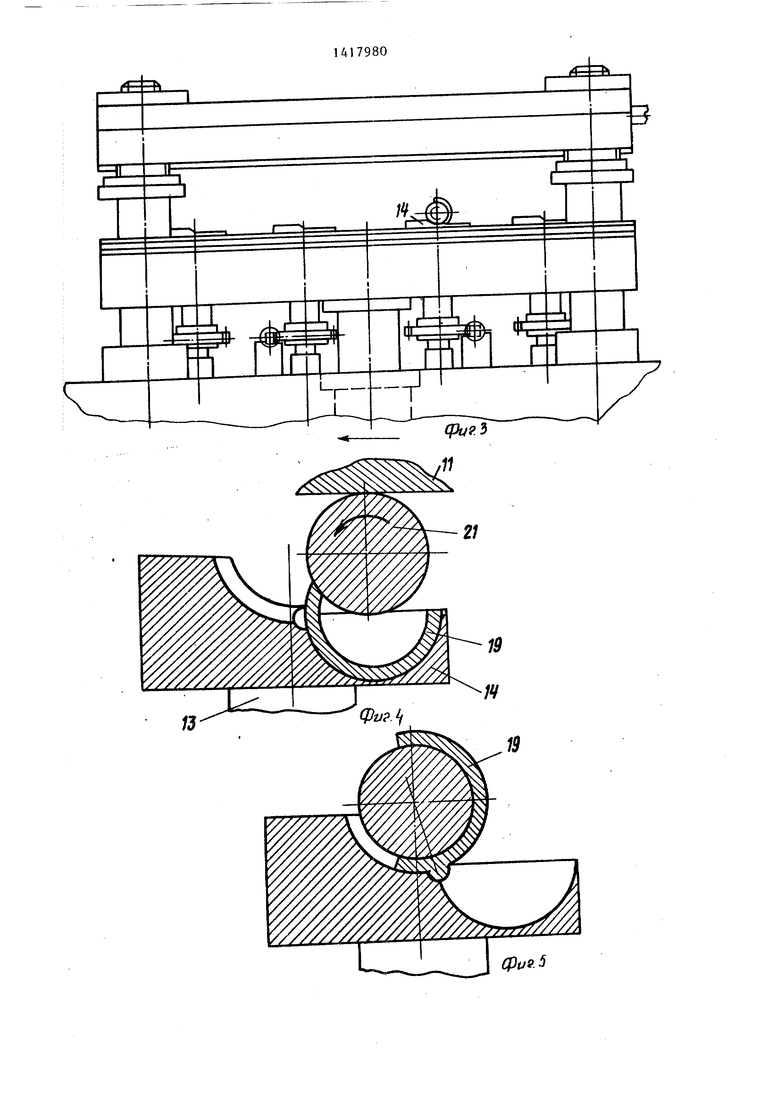
Нагретую заготовку 21 укладывают перед заходной частью инструмента 4 (фиг.6). Затем включают привод ползуна 10 и перемещают его между направляющими 8 и крыткой 9 относительно плиты 3, При этом клиновые инструменты 1 i Ji 4 внедряются в заготовку и осуществляют формообразование полуфабриката до окончания первого перехода, который завершается приходом полуфабриката на лоток 14. При этом заготовка накатывается на дорожки 20 и нажимает, на выступающие концы скоб
Q 19 ( фиг.4), которые, поворачиваясь, фиксируют свободные концы полуфабриката (фиг.5). Ползун 10 останавливают и включают гидроцилиндр 7, который перемещает плиту 3 в нижнее положе5 ние (фиг.З). При этом шестерня 15 кантователя 13 входит в зацепление с Зубчатой рейкой 16 и опускается до упора 18. Плита 3 продолжает опускаться вниз до крайнего положения
0 гидроцилиндра 7. В результате лотки 14 кантователя 13 выступают над инструментом 4 (фиг.З). Далее привод 17 перемещает рейку 16 и посредством шестерни 15 кантователя 13 поворачи5 вает полуфабрикат на 180 . Затем гидроцилиндр 7 поднимает плиту 3 вместе с кантователями 13 до упора 18 (при этом лоток 14 кантователя 13 становится заподлицо с инструментом 4).
0 После включают привод ползуна 10 и полуфабрикат, опуская скобы 19 в исходное положение, по дорожкам 20 выкатывается на клин следующего перехода инструмента 4. Далее цикл пов5 торяется на остальных переходах прокатки .
Раск 1инивание стана производится опусканием гидроцилиндра. Устройство
0 открыто со всех сторон и его удобно обслуживать и следить за прокаткой во время откладки техпроцесса. Кроме того, наличие мощного силового гидро- цилнндра дает возможность сочетать
5 прокатные операции с ковочными при незначительной модернизации прокатного стана, отсутствуют остродефицитные литые корпусные детали.
50
Форму л а изобретения
нюю плиту, клииовЕ 1е элементы, закрепленные на плитах, о т л н ч а ю- щ и и с я тем, что, с целью повышения качества прокатанных изделий пу- тем устранения осевой рыхлос п и остаточных ттапряжений, он снабжен вер- THKajUiHO установленнъии в станине направляющими для размещения на них нижней плитьг, и кантователями, уста- новленныгти на нижней плите с возмож
т
)
. г C t .. лл у; vvvv)r(f K
ттостьк поворота относительно ее продольной оси.
v)r(f
Фиг.2
CptJS.S
| Стан поперечно-клиновой прокатки | 1975 |
|
SU569359A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
