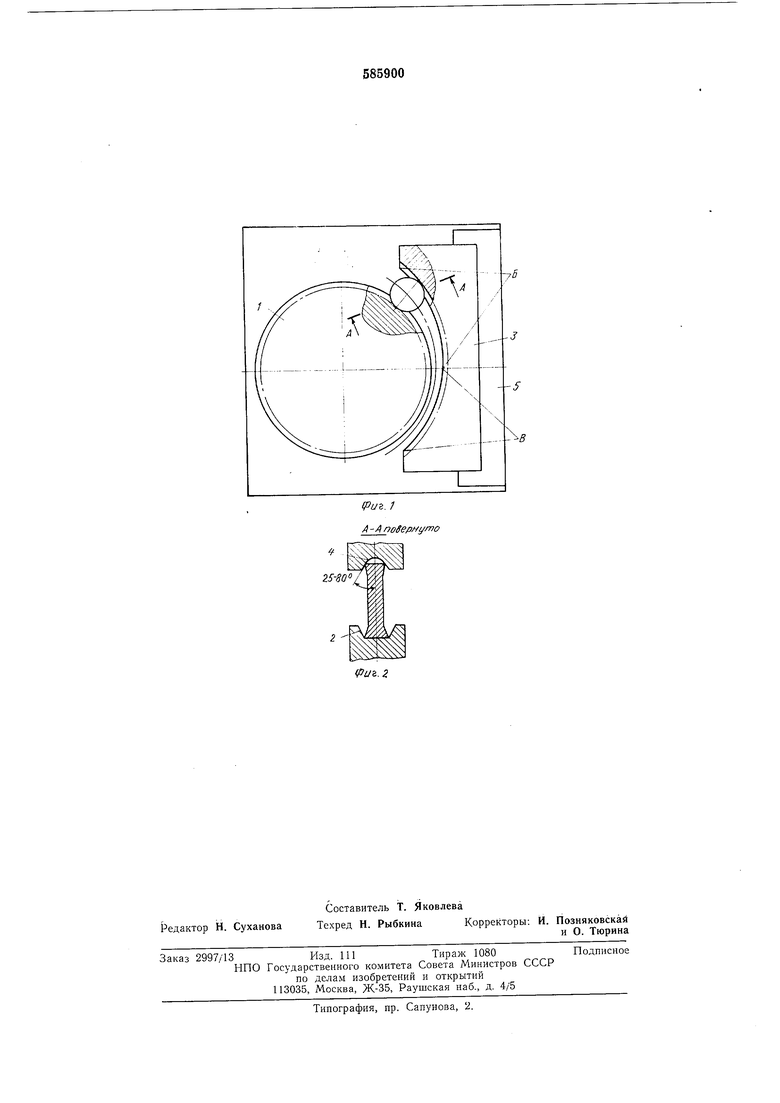
(54) ИНСТРУМЕНТ ДЛЯ УТОЛЩЕНИЯ КРУГЛЫХ ПЛАСТИН ПО
ОБРАЗУЮЩЕЙ продольный калибр переменной высоты на формующем участке Б и постоянной высоты и поперечного сечения на калнбрующем участке В. На формующем участке Б калибра ручей 4 сегмента 3 (фиг. 1) выполнен шириной по дну и на уровне образующей заготовки меньше ширины соответствующего участка ручья диска, глубиной больше, чем на диске на величину 1,05-1,4 глубины ручья диска, а уклон боковых стенок, определяемый углом наклона касательный в плоскости поперечного сечения калибра относительно вертикальной оси калибра в этом же сечении составляет 25 - 80°. Подвижный держатель 5 сегмента 3 обеспечивает возможность перенастройки в зависимости от соотношения размеров заготовки и изделия и скорости вращения диска. Предлагаемое устройство работает следующим образом. Заготовка, поступающая из питателя, захватывается вращающимся диском 1 с кольцевым трапецеидальным в поперечном сечении ручьем 2 и прокатывается в продольном калибре, образованном диском 1 и сегментом 3. Основное обжатие заготовки осуществляется на формующем участке Б калибра, имеющем переменную высоту, уменьшающуюся по направлению от входа. Так как на формующем участке Б калибра ручей 4 сегмента 3 имеет меньшую ширину по дну, чем ширина по дну ручья 2 диска 1, на глубину больше, чем на диске, то обжатие заготовки осуществляется боковыми стенками ручья 4 сегмента 3 и дном ручья 2 диска 1. Окончательную форму по образующей заготовка принимает на калибрующем участке В калнбра, где форма поперечного сечения ручья на сегменте и диске одинаковы, а высота калибра соответствует диаметру готовой заготовки. При использовании предлагаемого инструмента равнодействующая контактных давлений имеет составляющие, направленные к осл вращения заготовки. В результате чего уменьшается предрасположенность к потере устойчивости, что позволяет увеличить единичные обжатия, повысить скорость прокатки и производительность процесса. Формула изобретения 1. Инструмент для утолщения круглых пластин по образующей, содержащий расположенные концентрично диск, имеющий возможность поворота, и неподвижный сегмент, на рабочих поверхностях каждого из которых выполнен профильный ручей, симметричный относительно плоскости, перпендикулярной к оси диска, и содержащий формующий и калибрующий участки, от л и ч а ющи и ся тем, что, с целью повышения производительности путем ликвидации продольного изгиба пластин, формующий участок ручья сегмента выполнен с глубиной, равной 1,05-1,4 глубины соответствующего участка ручья диска, и шириной, равной 0,1-0,9 ширины соответствующего участка ручья диска, при этом стенки указанного участка ручья наклонены под острым углом к плоскости симметрии. 2. Инструмент по п. 1, отличающийся тем, что угол наклона стенок ручья сегмента равен 25 - 80°. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 376153, кл. В 21D 19/02, 1973. 2.Gilbert Н., Thomson А. Sirwey of the Тесhigues and Eguipment Used in the Productions of Coins Sheet Metall Industres. 1956, p. 848- 851.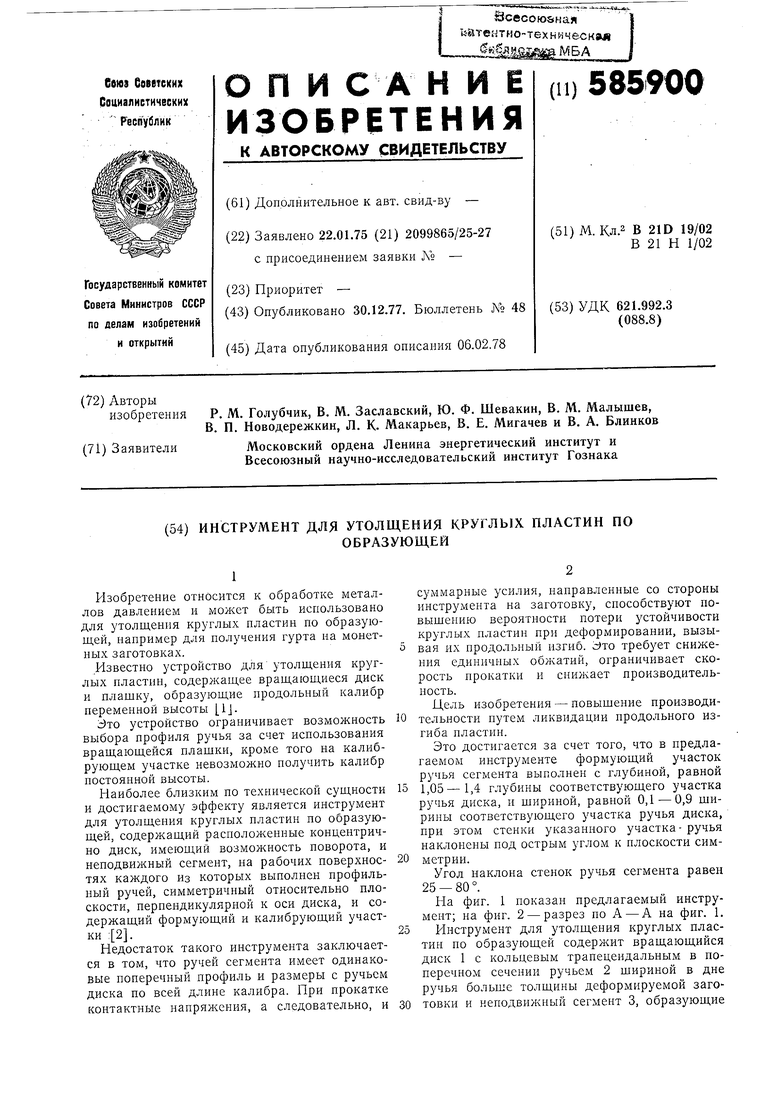
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки фасонных профилей | 1987 |
|
SU1503903A1 |
| Способ производства труб с продольными наружными ребрами на роликовом стане | 1984 |
|
SU1266582A1 |
| ЛЕМЕХ, СПОСОБ И ИНСТРУМЕНТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2138142C1 |
| Технологический инструмент редукционного стана | 1980 |
|
SU908434A1 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |