(54) СПОСОБ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Высокопрочная нержавеющая сталь мартенситного класса | 1979 |
|
SU1046323A1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2009 |
|
RU2387524C1 |
| Способ изготовления неразъемного соединения | 1982 |
|
SU1082579A1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 1998 |
|
RU2153410C1 |
| ВЫСОКОПРОЧНАЯ КОРРОЗИОННОСТОЙКАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА | 1995 |
|
RU2077602C1 |
| Сварочный электрод | 1990 |
|
SU1754381A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158662C2 |
1
Изобретение относится к области машиностроения и может быть использовано во всех отраслях народного хозяйства, связанных с производством сварных конструкций.
С целью увеличения весовой отдачи сварных конструкций необходимо повышать прочность сварных соединений, что особенно важно при сварке разнородных металлов.
Известен способ сварки разнородных металлов через поставку, при котором ее полностью расплавляют, получая соединения 1.
Недостатком известного способа является то, что он не обеспечивает равнопрочности конструкции.
Наиболее близким по технической сущности и получаемому эффекту к изобретению является способ получения соединения двух разнородных материалов, которые соединяются между собой при помощи вставки из третьего металла с наложением двух швов 2.
Недостатком этого способа является то, что он также не обеспечивает необходимые прочностные характеристики, особенно при сварке крупногабаритных конструкций.
Цель изобретения - повышение надежности при сварки крупногабаритных конструкций путем обеспечения необходимой прочности сварных соединений.
Это достигается тем, что осуществляют приварку проставки из стали мартенситного класса к детали из стали аустенитно-мартенситного класса, термообрабатывают полученное сварное соединение по режиму сталей аустенитно-млртенситного класса, после чего проставку сваривают с деталью из стали мартенситного класса.
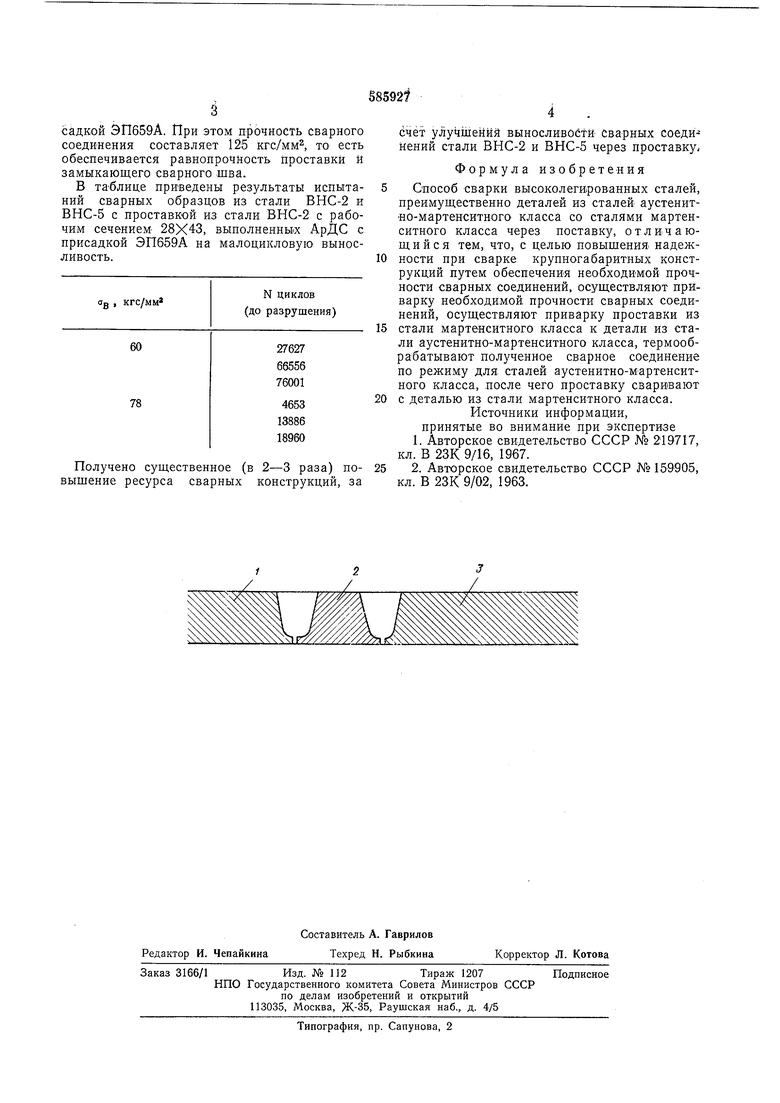
Способ иллюстрируется чертежом, где I -
сталь аустенитно-мартенситного класса, 2- проставка, 3 - сталь мартенситного класса.
Преимуществом данного способа сварки является повышение надежности конструкции, так как в результате термообработки в зоне
термического влияния сталей аустенитно-мартенситного класса исчезают охрупченные участки, кроме того применение высокопрочной присадочной проволоки позволяет снизить вес конструкции, уменьщить объем наплавленного
металла, и следовательно, сварочные деформации, а также повысить эффективность контроля сварных швов. Ввиду того, что замыкающий шов сваривается без последующей термообработки, возможно производить сборку и
сварку изделий из разнородных сталей непосредственно в стапеле.
Способ опробован при аргонно-дуговой сварке элементов из стали ВНС-2 со сталью ВНС-5 с проставкой из стали ВНС-2 с присадкой ЭП659А. При этом прочность сварного соединения составляет 125 кгс/мм, то есть обеспечивается равнопрочность проставкИ и замыкающего сварного шва.
В таблице приведены результаты испытаний сварных образцов из стали ВНС-2 и ВНС-5 с проставкой из стали ВНС-2 с рабочим сечениеМ 28X43, выполненных АрДС с присадкой ЭП659А на малоцикловую выносливость.
N циклов
Og , КГС/ММ (до разрушения)
6027627
66556 76001
784653
13886 18960
Получено существенное (в 2-3 раза) повышение ресурса сварных конструкций, за
Счет улучшеййй выносливости Сварных соединений стали ВНС-2 и ВНС-5 через проставку.
Формула изобретения
Способ сварки высоколегированных сталей, преимущественно деталей из сталей аустенит«о-мартенситного класса со сталями мартенситного класса через поставку, отличающийся тем, что, с целью повышения надежности при сварке крупногабаритных конструкций путем обеспечения необходимой прочности сварных соединений, осуществляют приварку необходимой прочности сварных соединений, осуществляют приварку проставки из
стали мартенситного класса к детали из стали аустенитно-мартенситного класса, термообрабатывают полученное сварное соединение по режиму для сталей аустенитно-мартенситного класса, после чего проставку сваривают
с деталью из стали мартенситного класса.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 219717, кл. В 23К 9/16, 1967.
