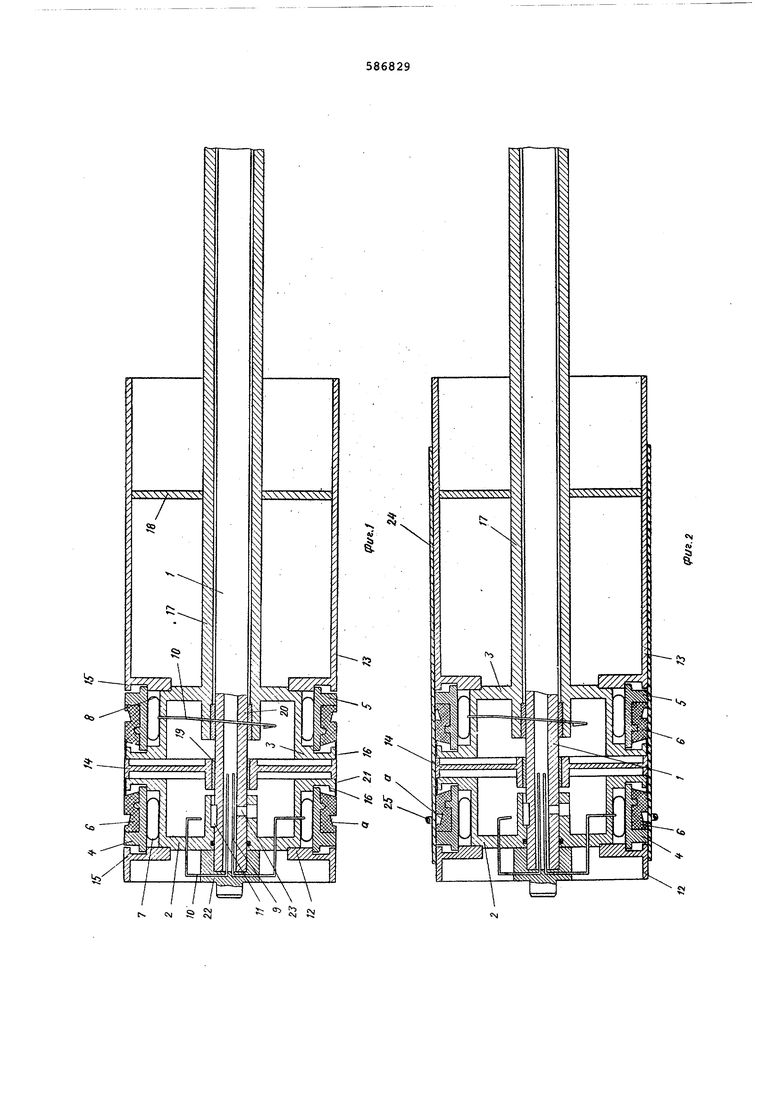
14 установлена с возможностью перемещенил вдоль приводного вала 1 и выполнена взаимодействующей в исходном положении барабана с обращенньми к центру барабана торцами фланцев 2 и 3,
Боковые кольцевые части 12 и 13 имеют выступы 15, фланцы 2 и 3 имеют аналогичные выступы 16. Выстулы 15 и 16 предназначены для ограничения перемещения секторов .4 и 5.
Фланец 3 снабжен ступицей 17, расположенной концентрично валу 1 и связанной посредством диска 18 с боковой частью 13. Центральная часть 14 установлена на валу 1 посредством центрирующей втулки 19.
Боковая часть 13 установлена на валу посредством центрирующей втулки 20. Полость барабана герметизируется посредством эластичной ленты 21. Для регулировки положения фланца 2 предназначена гайка 22.
В валу 1 и фланце 2 выполнены соосные отверстия 23.
Работа барабана осуществляется следующим образом.
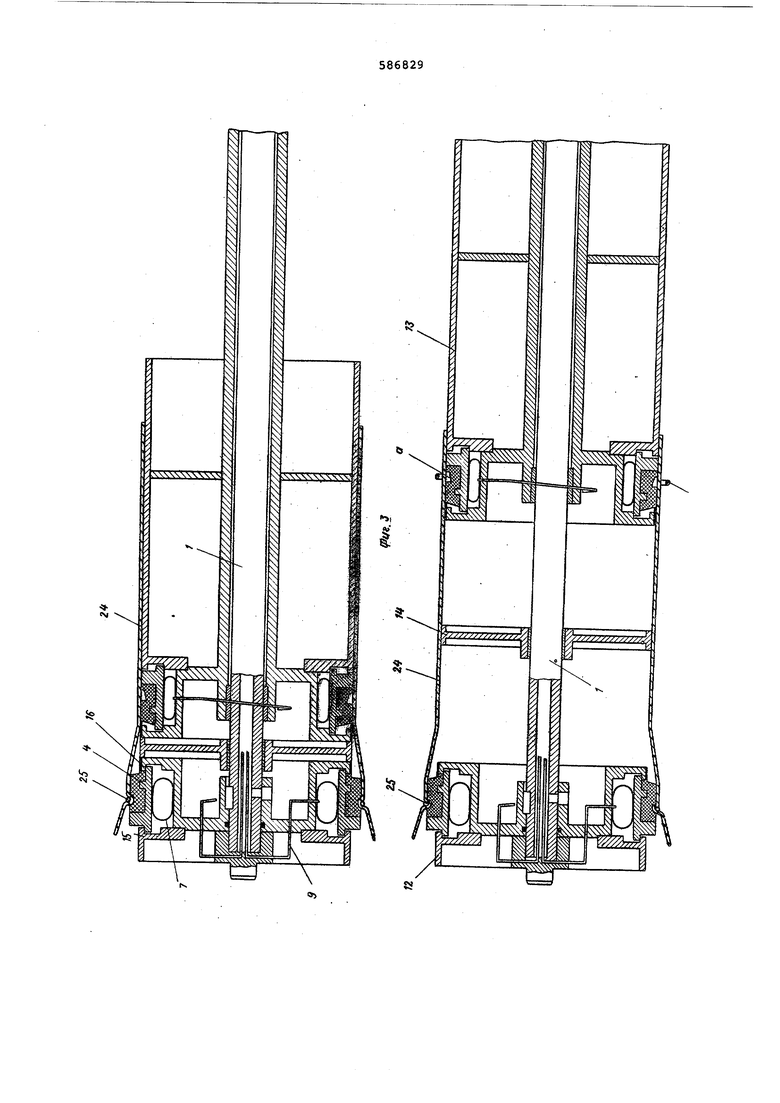
На сборочный барабан, находящийся в исходном положении (фиг. 2), накладывают слои каркаса 24 и образуют каркасный браслет. Подводят бортовое колцо 25 и устанавливают его над гнездом ix (фиг. 2). По трубопроводу 9 в диафрагму 7 подают рабочий агент. Сектор 4 радиально перемещаются до упора в выступы 15 и 16. Осуществляется посадка бортового кольца 25 (фиг. 3).
Центральную часть 14 перемещают по валу 1 посредством привода (на фигурах не показан) вправо. В этом же направлении перемещается и боковая 13кольцевая часть. По мере ее перемещения каркасный браслет 24, зафиксированный бортовым кольцом .25 на боковой 12 кольцевой части, стягивается с боковой 13 кольцевой части. Перемещение боковой части 13 ведется до тех пор пока расстояние от центральной части
14до боковых частей 12 и 13 не будет равным. Подводят бортовое кольцо 26
и устанавливают его над гнездом а (фиг. 4).
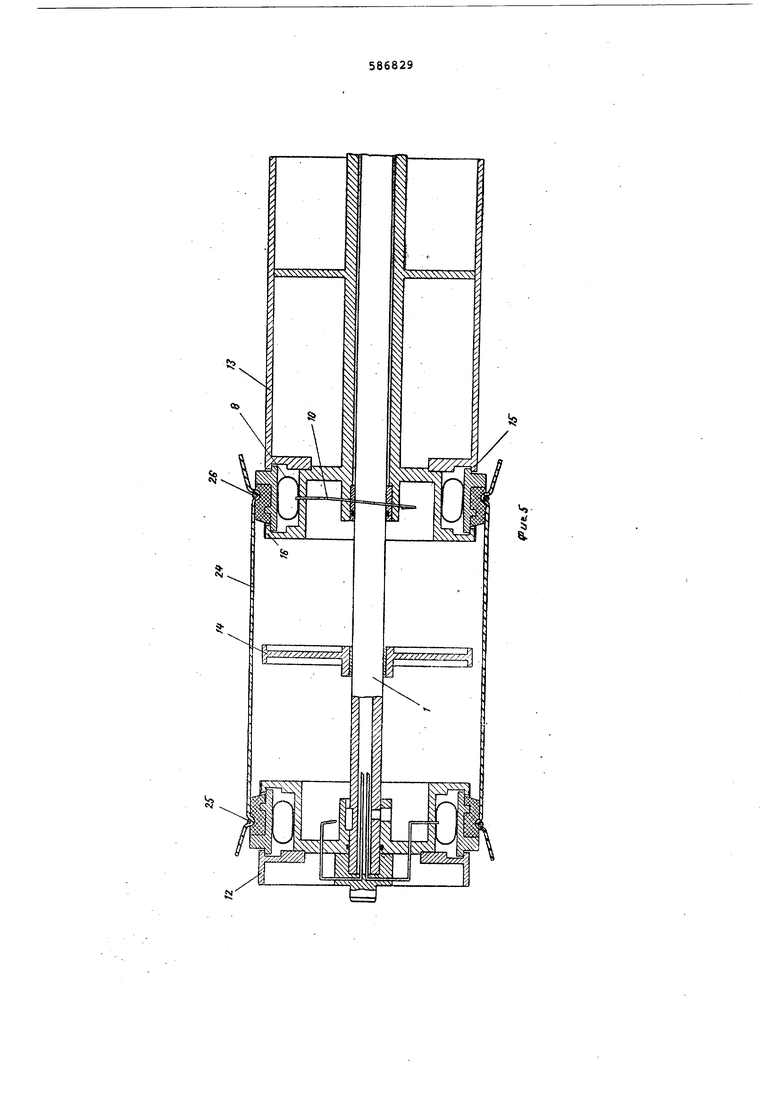
По трубопроводу 10 подают рабочий агент в диафрагму 8. Сектора радиально перемещаются до упора в выступы
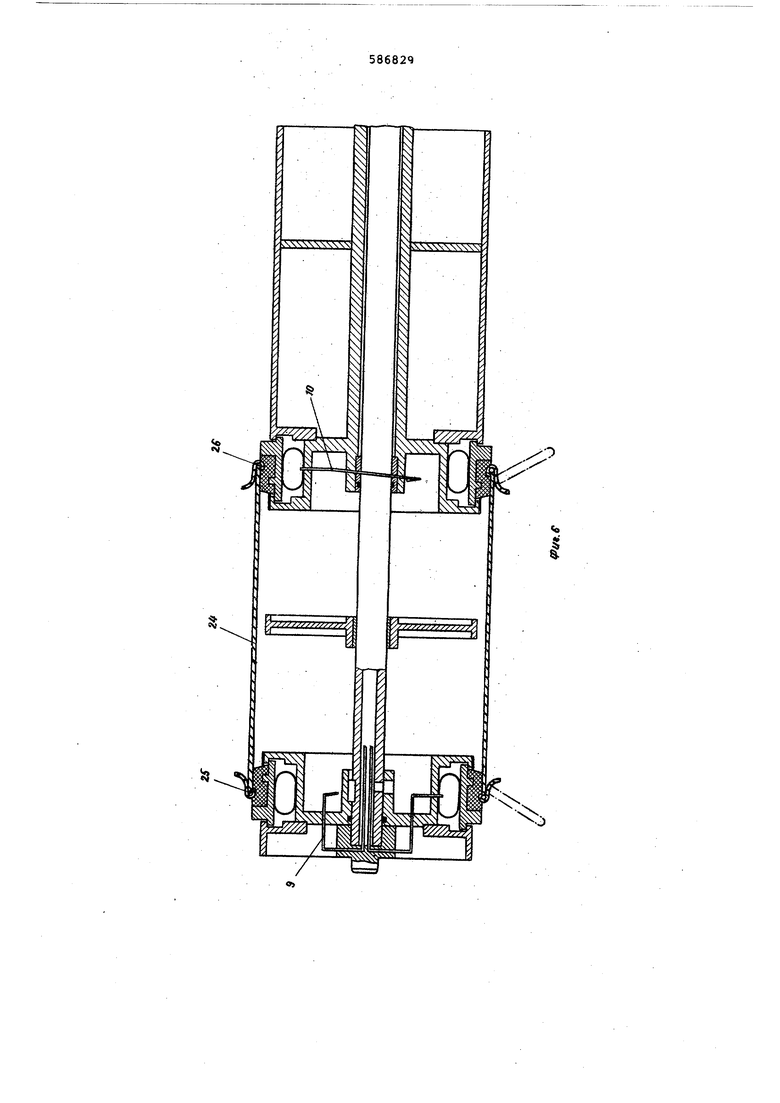
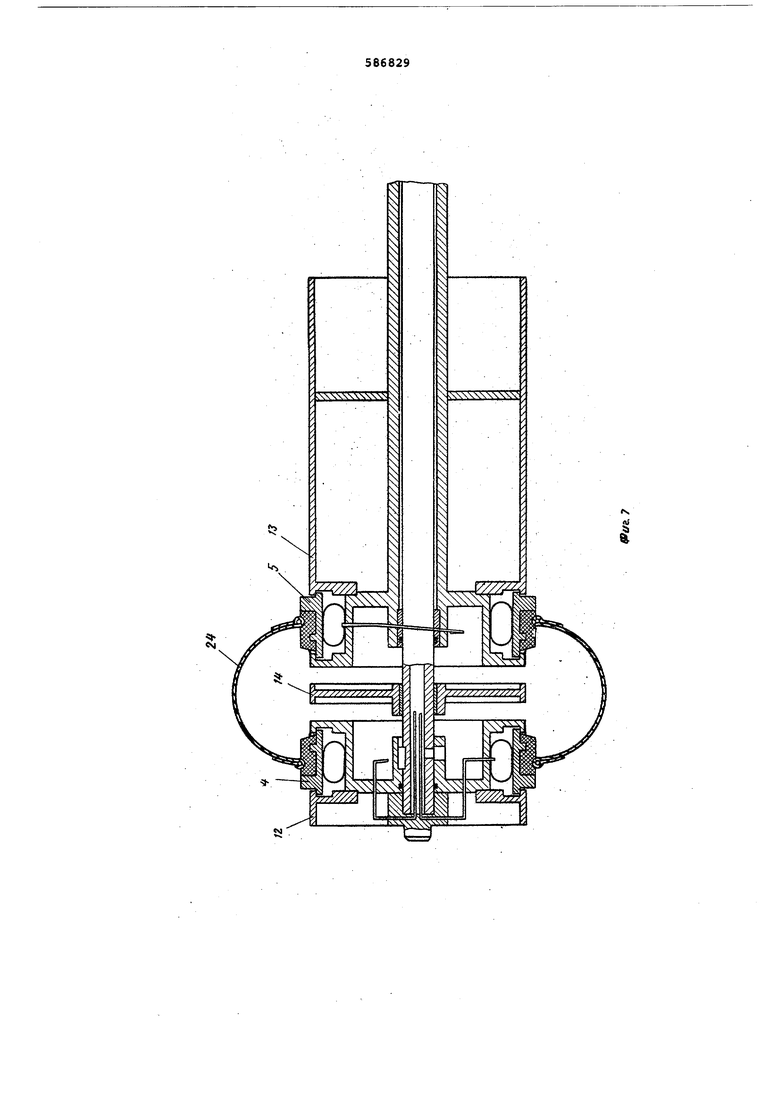
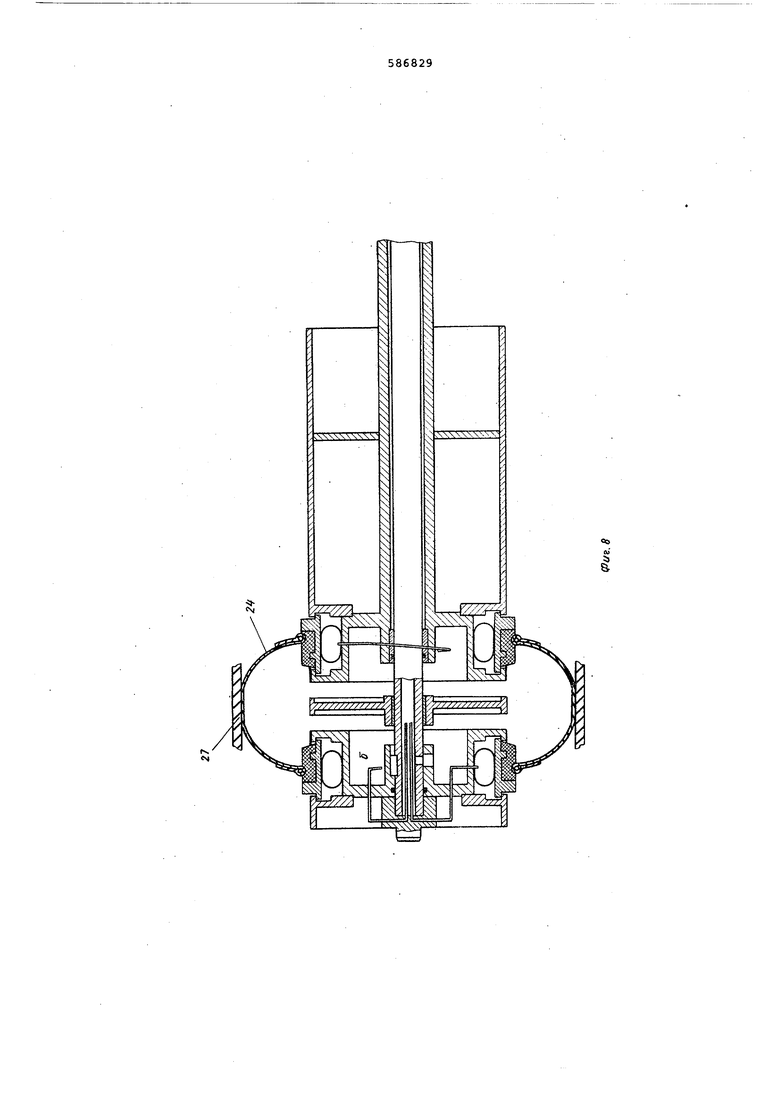
15и 16. Осуществляется посадка бортового кольца 26 (фиг. 5). Далее производят заворот концов каркасного браслёта 24 вокруг бортовых колец 25 и 26 (фИг. 6). По полому валу 1 через отверстие 23 подают сжатый воздух в прс странство- под каркасный браслет 24. Одиовременно с этим центральную часть 14 и боковую часть 13 перемещают влев к боковой части 12. Осуществляют формование каркасного браслета 24 (фиг.7 Далее осуществляют наложение брекерного браслета 27 (фиг. 8). Дублирование последнего к каркасу осуществляется з счет подачи сжатого воздуха в полость
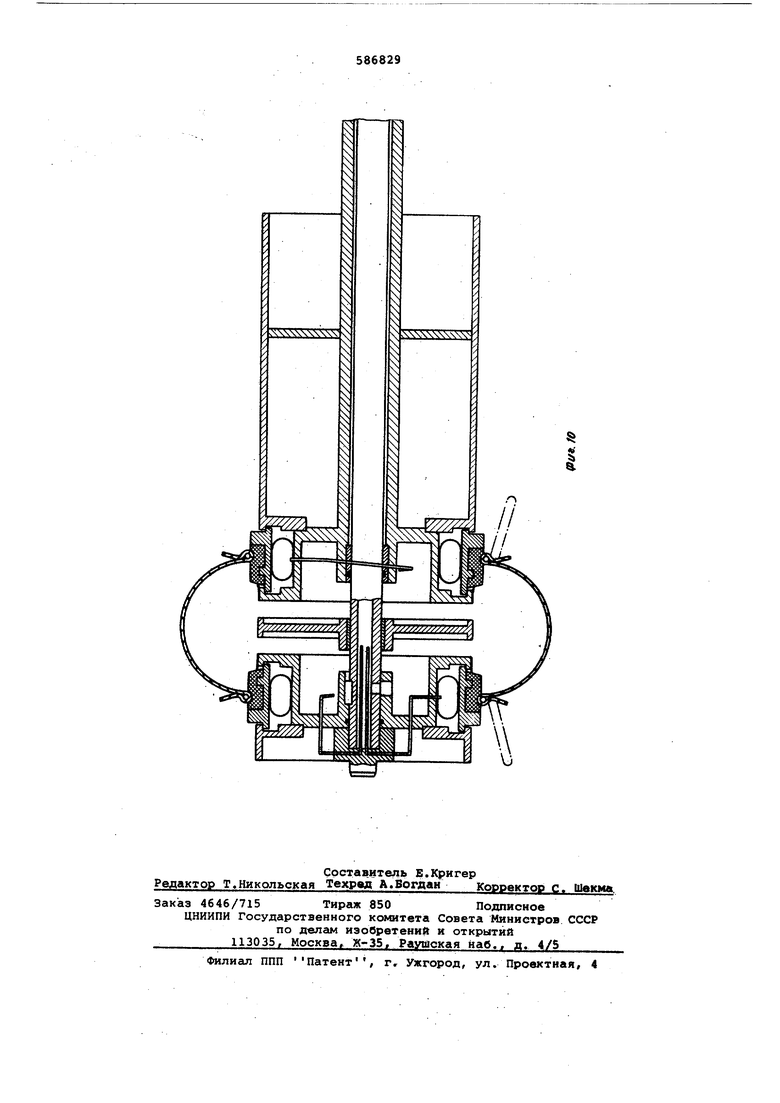
Согласно другому варианту сборки, концы каркасного браслета 24 заворачи вают BOKpvr бортовых колец 25 и 26 по еле операции формования (фиг. 9 и 10)
После наложения брекерного браслета 27 заготовку покрышки передают на дальнейшие операции по ее изготовлению.
Формула изобретения
1.Барабан к устройству для сборки и формования покрышек пневматических шин, содержащий смонтированные
на приводном валу фланцы с радиально раздвижными секторами, имеющими гнезда для посадки бортовых колец, и цилиндрический опорный элемент для поддержания слоев каркаса в процессе сборки, имеющий три независимые кольцевые части, боковые из которых своими торцами взаимодействуют- с фланцами, причем по крайней мере один из фланцев выполнен подвижным вдоль приводного вала, о тличающийся тем, что, с целью обеспечения сборки каркасов различных размеров и упрощения конструкции, боковые кольцевые части закреплены на взаимодействующих с ними фланцах по торцам aapafceyia, а центральная часть установлена с возможностью перемещения вдоль приводного вала и выполнена взаимодействующей в исходном положении барабана с обращенными к центру барабана торцами фланцев.
2.Барабан по п. 1, отличающий с я тем, что он выполнен длиной, большей, чем ширина собираемых слоев каркаса.
Источники информации,принятые во вн:имание при экспертизе:
1. Патент США О 3184361, кл. 156415, 1965.
t
5S
(и
в

| название | год | авторы | номер документа |
|---|---|---|---|
| Барабан к устройству для сборки ифОРМОВАНия пОКРышЕК пНЕВМАТичЕСКиХ шиН | 1976 |
|
SU816393A3 |
| СПОСОБ, ПРОЦЕСС И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2014 |
|
RU2678662C1 |
| УЗЕЛ ИЗ УСТРОЙСТВ ДЛЯ ИЗГОТОВЛЕНИЯ НЕВУЛКАНИЗИРОВАННЫХ РАДИАЛЬНЫХ ШИН И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКИХ ШИН | 2004 |
|
RU2343072C2 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| РАСШИРЯЮЩИЙСЯ ФОРМООБРАЗУЮЩИЙ БАРАБАН И СПОСОБ ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАСНПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2709340C2 |
| Устройство для сборки покрышек пневматических шин | 1991 |
|
SU1838139A3 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2039656C1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |