(54) БАРАБАН К УСТРОЙСТВУ ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Барабан к устройству для сборки и формования покрышек пневматических шин | 1972 |
|
SU586829A3 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Барабан для сборки покрышек пневматических шин | 1982 |
|
SU1030205A1 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| Способ сборки радиальных покрышек пневматических шин | 1977 |
|
SU734004A1 |
| Способ сборки радиальных покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU821196A1 |
| Устройство для сборки покрышек пневматических шин | 1975 |
|
SU559507A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1965 |
|
SU430535A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1975 |
|
SU555615A1 |
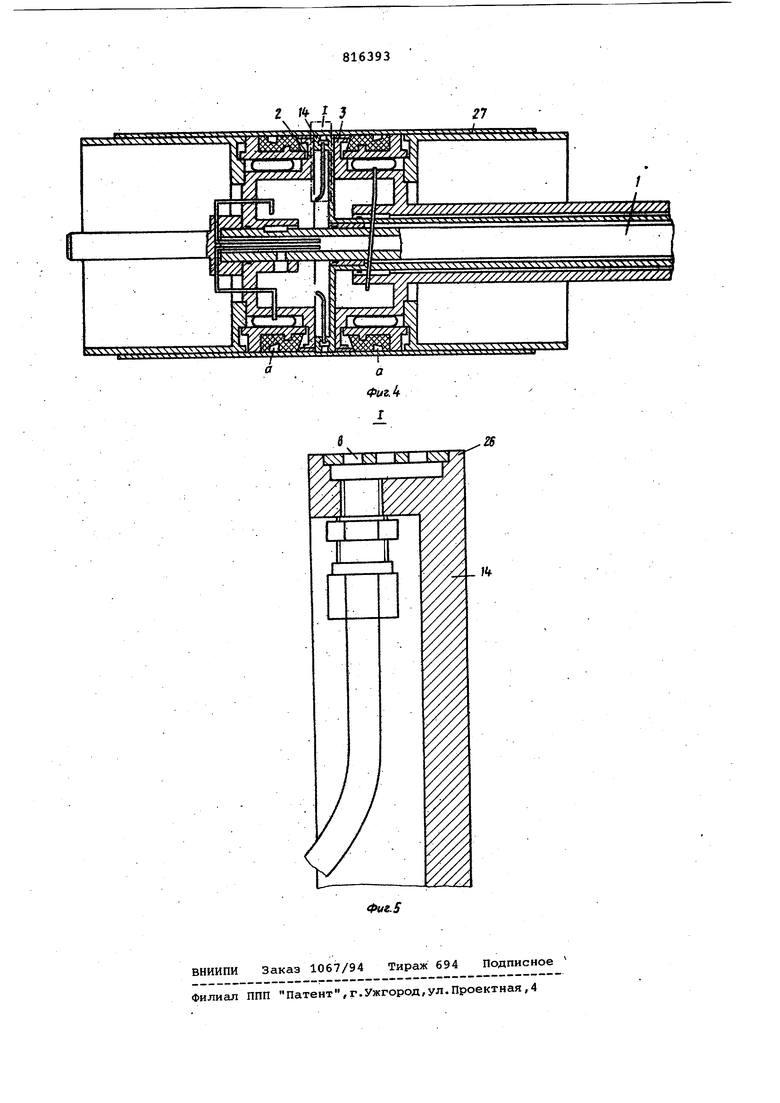
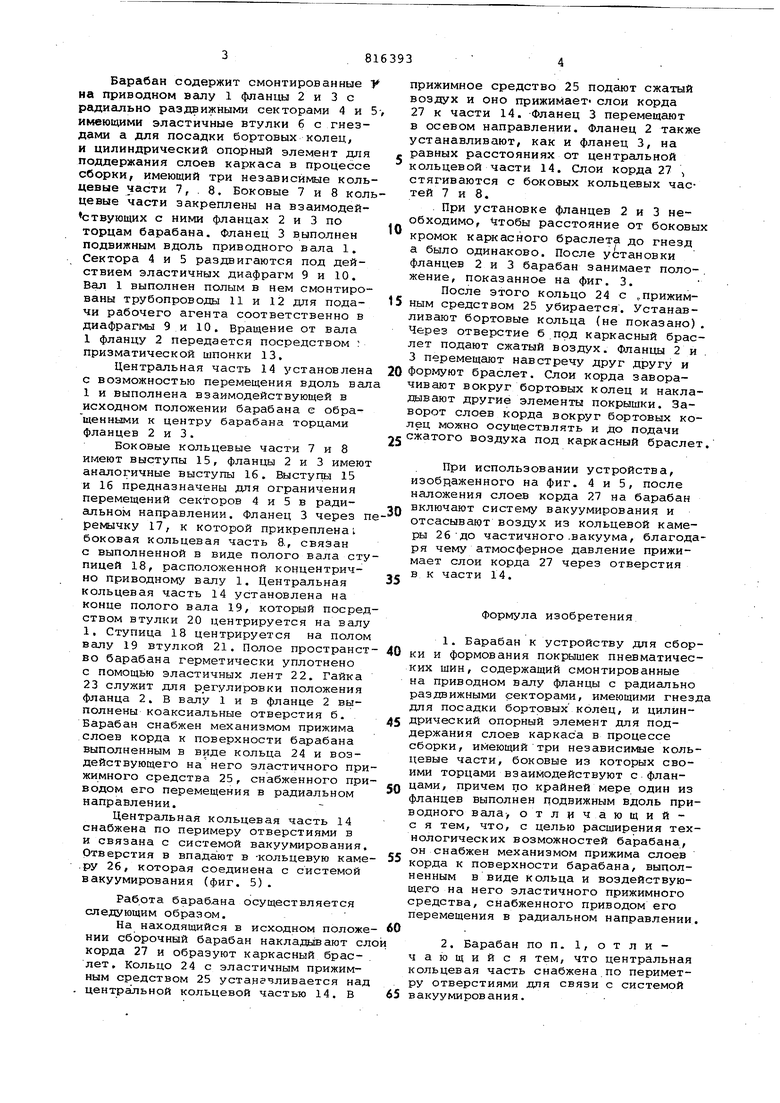
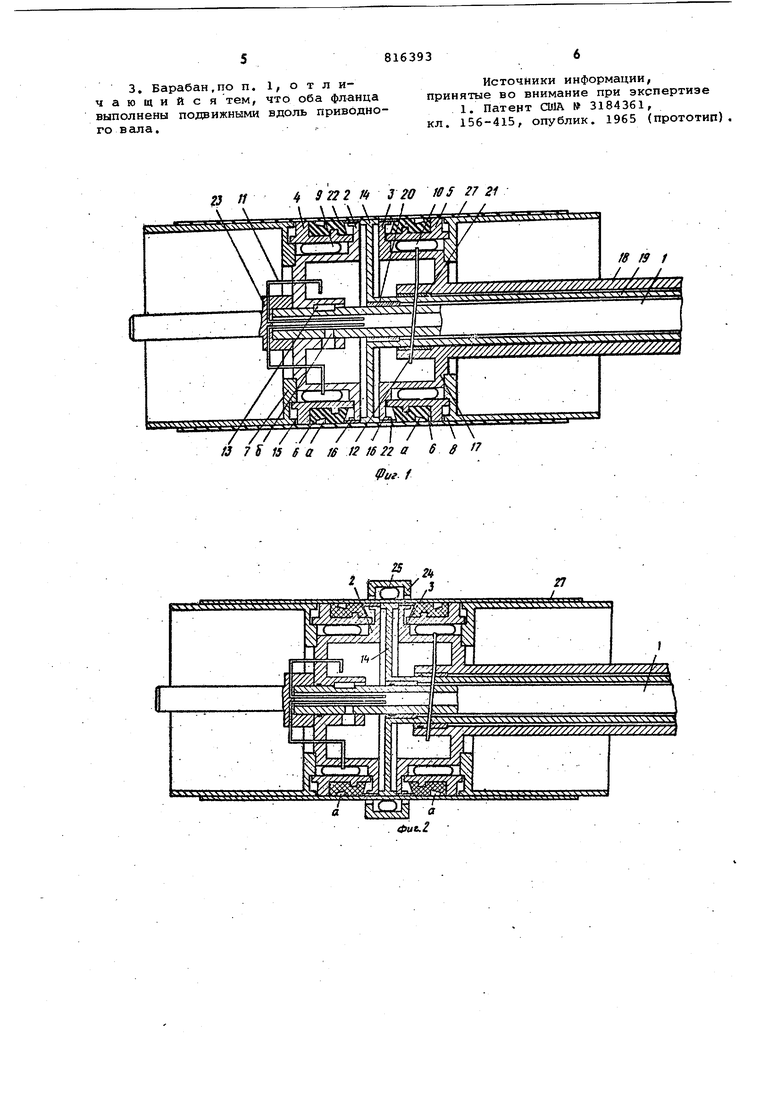
Изобретение относится к шинной прокышленности, в частности к устрой ствам для сборки и формования покрлшек пневматических шин. Известен барабан к устройству дл сборки и формования покрышек пневматических шин, содержащий смонтированные на приводном валу фланцы с ра диально раздвижными секторами, имеющими гнезда для посадки бортовых колец, и цилиндрический опорный элемен для поддержания слоев каркаса в процессе сборки, имеющий три независимые кольцевые части, боковые из которых своими торцами взаимодействуют с фланцами, причем по крайней мере один из фланцев выполнен подвижным вдоль приводного вала , Недостатком этого устройства явл ется то,что при сборке каркасов покры шек различных типоразмеров требуется перенастройка устройства для совпадения их центров. При этом необходимо Перенастраивать фланцы и центральную часть, что занимает много производственного времени. Цель Изобретения - расширение тех нологических возможностей барабана. Поставленная цель достигается тем, что барабан к устройству для сборки и формования покрышек пневматических шин, содержащий смонтированные на приводном валу фланцы с радиально раздвижными секторами, имеющими гнезда для посадки бортовых колец, и цилиндрический опорный элемент для поддержания слоев каркаса в процессе сборки, имеющий три независимые кольцевые части, боковые из которых своими торцами взаимодействуют с фланцами, причем по крайней мере один из фланцев выполнен подвижным вдоль Приводного вала-, снабжен механизмом прижима слоев корда к поверхности барабана,выполненным в виде кольца и воздействующего на него эластичного прижимного средства, снабженного приводом его перемещения в радиал1 ном направлении, а также и тем, что центральная кольцевая часть снабжена по периметру отверстиями для связи с системой вакуумирования. Оба фланца выполнены подвижными вдоль приводного вала. На фиг. 1 изображен предлагаемый барабан,общий вид;на фиг. 2 и 3 - последовательные стадии сборки покрышки на барабане; на фиг. 4 - другой вариант выполнения механизма прижима слоев корда; на фиг. 5 - узел на фиг. 4. Барабан содержит смонтированные У на приводном валу 1 фланцы 2 и 3 с ради ал ь но раздвижныкет секторами 4 и имеющими эластичные втулки б с гнездами а для посадки бортовых колец, и цилиндрический опорный элемент для поддержания слоев каркаса в процессе сборки, имеющий три независимые коль цевые части 7, . 8. Боковые 7 и 8 кол цевые части закреплены на взаимодействующих с ними фланцах 2 и 3 по торцам барабана. Фланец 3 выполнен подвижным вдоль приводного вала 1. Сектора 4 и 5 раздвигаются под действием эластичных диафрагм 9 и 10. Вал 1 выполнен полым в нем смонтированы трубопроводы 11 и 12 для подачи рабочего агента соответственно в диафрагмы 9 и 10. Вращение от вала 1 фланцу 2 передается посредством : призматической шпонки 13. Центральная часть 14 установлена с возможностью перемещения вдоль вал 1 и выполнена взаимодействующей в исходном положении барабана с обращенными к центру барабана торцами фланцев 2 и 3. Боковые кольцевые части 7 и 8 имеют выступы 15, фланцы 2 и 3 имею аналогичные выступы 16. Выступы 15 и 16 предназначены для ограничения перемещений секторов 4 и 5 в радиальном направлении. Фланец 3 через ремычку 17, к которой прикрепленаL боковая кольцевая часть 8., связан с выполненной в виде полого вала ст пицей 18, расположенной концентрично приводному валу 1. Центральная кольцевая часть 14 установлена на конце полого вала 19, который посре ством втулки 20 центрируется на вал 1, Ступица 18 центрируется на поло валу 19 втулкой 21. Полое пространс во барабана герметически уплотнено с помощью эластичных лент 22. Гайка 23 служит для регулировки положения фланца 2. В валу 1 и в фланце 2 выполнены коаксиальные отверстия б. Барабан снабжен механизмом прижима слоев корда к поверхности барабана выполненным в виде кольца 24 и воздействующего нанего эластичного пр жимного средства 25, снабженного пр R ППОЛЛ (Л ПО гтлт охлеиттслитл о т гллтттляггт 1Лгллл водом его перемещения в радиальном направлении. Центральная кольцевая часть 14 снабжена по перимеру отверстиями в и связана с системой вакуумирования Отверстия в впада ют в -кольцевую кам .ру 26, которая соединена с системой вакуумирования (фиг. 5). Работа барабана осуществляется следующим образом. На находящийся в исходном полож НИИ сборочный барабан накладьйают корда 27 и образуют каркасный брас лет. Кольцо 24 с эластичным прижимным средством 25 устанавливается на . центральной кольцевой частью 14. В прижимное средство 25 подают сжатый воздух и оно прижимает- слои корда 27 к части 14. Фланец 3 перемещают в осевом направлении. Фланец 2 также устанавливают, как и фланец 3, на равных расстояниях от центральной кольцевой части 14. Слои корда 27 стягиваются с боковых кольцевых частей 7 и 8. При установке фланцев 2 и 3 необходимо, Чтобы расстояние от боковых кромок каркасного браслета до гнезд а было одинаково. После установки фланцев 2 и 3 барабан занимает поло- . жение, показанное на фиг. 3. После этого кольцо 24 с ,.прижимным средством 25 убирается. Устанавливают бортовые кольца (не показано). Через отверстие б под каркасный браслет подают сжатый воздух. Фланцы 2 и . 3 перемещают навстречу друг другу и Формуют браслет. Слои корда заворачивают вокруг бортовых колец и накладывают другие элементы покрышки. Заворот слоев корда вокруг бортовых колец можно осуществлять и До подачи сжатого воздуха под каркасный браслет. При использовании устройства, изобнаженного на фиг. 4 и 5, после наложения слоев корда 27 на барабан включают систему вакуумирования и отсасывают воздух из кольцевой камеры 26-до частичного .вакуума, благодаря чему атмосферное давление прижимает слои корда 27 через отверстия в к части 14. Формула изобретения 1. Барабан к устройству для сборки и формования покрышек пневматических шин, содержащий смонтированные на приводном валу фланцы с радиально раздвижными секторами, имеющими гнезда для посадки бортовых колец, и цилиндрический опорный элемент для поддержания слоев каркаса в процессе сборки, имеющий три независимые кольцевые части, боковые из которых своими торцами взаимодействуют с фланцами, причем по крайней мере один из фланцев выполнен подвижным вдоль приводного вала-, отличающийс я тем, что, с целью расширения технологических возможностей барабана, он снабжен механизмом прижима слоев корда к поверхности барабана, выполненным в виде кольца и воздействующего на него эластичного прижимного средства, снабженного приводом его перемещения в радиальном направлении. 2. Барабан по п. 1, отличающийся тем, что центральная кольцевая часть снабжена по периметру отверстиями для связи с системой вакуумирования.
УЗ ПIt i22 2 ill 3 20 Iff 27 21
fj .. . . . II , I / t ///1 y f3 7S 15 S a № 12 /622 a
Источники информации, принятие во внимание при экспертизе
м iss ts.
№ f J V -h
