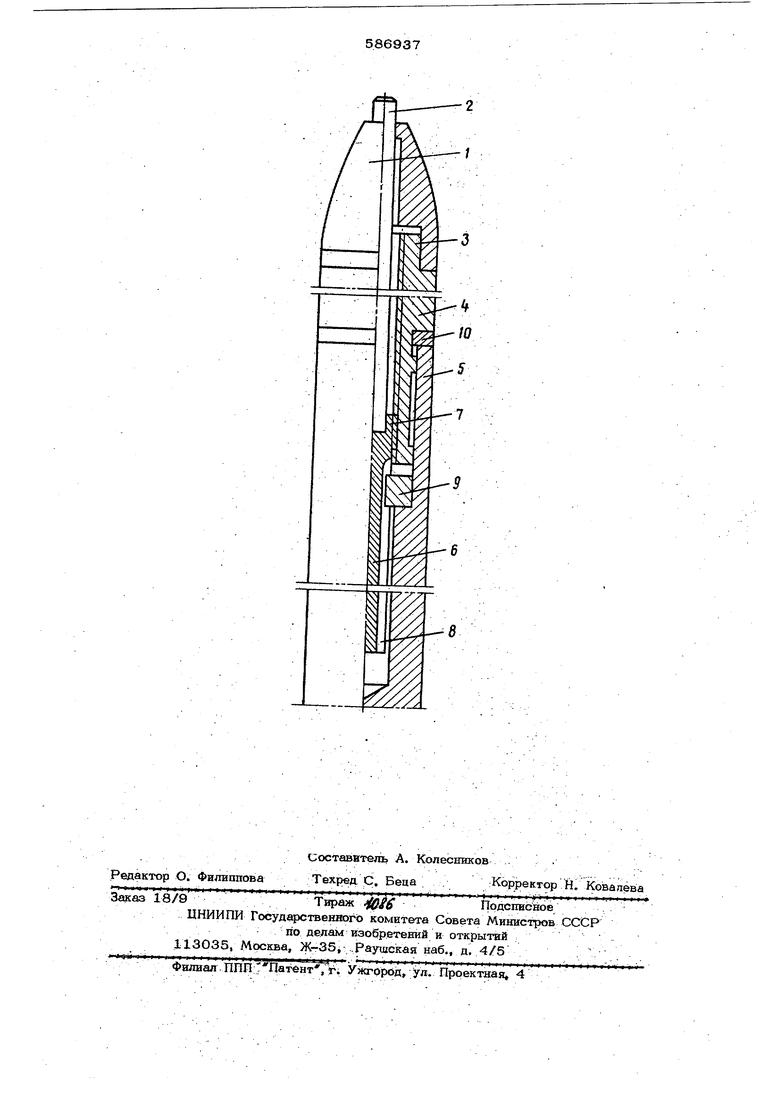
1ШК и винтовое соединение толкателю, который стопорится от проворота пазами певращающегося стержня. Под воздействие} вращающегося наконечника толкатель перемешается в осевом направлении, выдвигая пруток, чем компенсируется его износ. При этом процесс прошивки протекает на приторможенной оправке. На чертеже показан оправочный узел косовалкового стана, Узел состоит из пустотелой оправки Г и прутка 2, пропущенного сквозь осевое отверстие в оправке, передняя часть котаро го, выст паюшая из тела -бправки является зе носком. Оправка насажена со стопорением на выступ 3 пустотелого наконечника 4, который вставляется в гнездо стержня S с возможностью вращения образуя единук осевую полость. Внутри этой полости размещен Топкатепь 6, Вего головке f имеется гнездо, в которое вставпен .аадний конец, прутка, Голо13ка толкателя соединена с внутренней поверхностью наконечника винтовым соединением На теле толкателя имеются пазы 8, которые сочленяются с соответствующими выступами 9 расположенными на внутренней поверхности стержня. Узел работает следу1ощим образом, Процесс прошивки заготовки в косовалковом стане осуществляется на . невращаю.щем ся стержне 5. Прошиваемая заготовка за счет сил трения передает вращающий момент оправке 1 При деформации заготовки оправкой происходит истирание носка оправки. При этом давление металла на нОсок оправк снижается, а усилия, действующие на ее рабочую часть, возрастают, вызывая увеличение крутшпего момента Так как оправка 1 установлена на выступе 3 наконечника 4 со стопореиием от проворота, а тот вста лен Б гнездо стержня 5 с возможностью вращения, -то через оправку 3 и наконечник 4 врашаюшийся момент передается и на тол тель 6, головка 7 которого соединена с наконечником 4 винтовым соединением. Благодаря стопорению толкателя 6 от проворач 1вания, которое осуществляется выступами 8 невращаюшегося стержня 5, входящими в пазы на теле толкателя . последний под воздействием проворачивающегося наконечник 4 перемещается в осевом направлении и выд вигает пруток 2 .из тела оправки 1, чем-. компенс фует износ носка оправки, При уста новившемся процессе прошивки происходит постоянный износ носка оправки и процесс гфотекает на регулярно поворачиваемой оправке. При этом выдвижение носка оправки в процессе прошивки происходит .за счет энергии очага деформации, которая; передается через ivfеталл оправке , Носок оправки в зависимости от условий прошивки может быть выполнен из износостойкого жаропрочного материапа, например молибдена или его сплавов, а также в виде сердечника из легкоизнашиваемого материала покрытого или напсшненного смазывающим веществом. Кроме того, предлагаемый оправочный узел косовалкового стана позволит в ряде случаев осуществить покрытие внутренней повесхности гильзы за счет налипания материала, из которого изгОлЧзвлен пруток, {тлвюшийся носком оправки. Для улучщения условия вращения наконечника 4 и предотвращения его и стерисня S от износа между наконечником и стержнем может ЙЬ1ть установлено кольпо 10 вз более мягкого материала. . . . . Применение гфедлагаемогЬ узла позволит довести срок службы всей оправки практически до срока службы ее рабочей части, что уменьшает расход оправочного материала. Кроме того, проведение процесса прощивкй на приторможенной оправке .значительно снижает давление на стержень, а также повышает производительность процесса на 5-10%. Ф о р м у л а из о б р е т е н и я Оправочный узел косрвалкового стана, включающий Полый стержень, свободно установленный в нём пустотельтй наконечник, надетую на него полую оправку и пропушенныЙ сквозь ее центральное отверстие пруток, о т а и ч а ю щ и И .с я тем, что, С целью повын1ения срока службы оправки путем самовыдвижения прутка по мере его износа в процессе 1трои1ивки и обестгочения режима проигивки на пpитopмoжe шoй оправке, он снабжен толкателем прутка имоюишм головку с резьбой на наружной поверхности и хвостовик с продольными пазами, под которые на стержне выполнены выступы, причем на внутренней поверхности наконечника выполнена резьба под головку толкателя, Источники информации, принятые во вниание при экспертизе: 1,Авторское свидетельство СССР 147986, кл, В 21 В 19/02, 1962. 2,Авторское свидетельство СССР 317440, кл. В 21 В 25/02, 1971, 3,Патент Германии К« 337530, л. 7а 19/03, 1914,
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Упорный стержень косовалкового стана | 1979 |
|
SU829229A1 |
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК | 1994 |
|
RU2065788C1 |
| Внутренний инструмент косовалкового стана | 1985 |
|
SU1242271A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ СТЕРЖНЯ И ЗАМЕНЫ ОПРАВКИ ВАКУУМНОГО СТАНА ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2266169C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2354468C1 |
| Водоохлаждаемая оправка для винтовой прошивки | 1978 |
|
SU768502A1 |
| Способ получения гильз на прошивном стане | 1978 |
|
SU749467A1 |