I
Изобретение относится к оборудованию для упаковки стеклянных изделий, например салатников, оно может быть использовако на заводах для производства стеклянной сортовой посуды.
Наиболее близким решением ti описываемому изобретению по технической сущности и достигаемому результату является известное устройство для ук|- ладки в коробки стеклянных изделий, содержащее накопитель изделий, магазин для прокладок, kapefky с уст ановлеТ1ными на подъемно-опускных татЬках пневмоприсосами для изделий, имеющими датчики для изменения направления дайжений, конвейеры для коробок и изде-; ЛИЙ и ориентатор изделий .
Известное устройство не обеспечивает упаковки изделий различных типоразмеров, так как в нем пневмоприсосы для изделий выполнены с возможностью перемещения по циклу в горизонтальной плоскости относительно одного неподвижного захвата для раздвигания издег ЛИЙ вдоль конвейера.
Цель изобретения - обеспечение .ковки изделий различных .типоразмеров.
В предлагаемом устройстве штоки подпружинены и установлены в кронштейнах, смонтированных с возможностью
; 2
перемещения по направляющим в двух взаимно перпендикулярных направлениях, а ориентатор имеет фигурные шарнирно укрепленные планки и пару выдвижных упоров.
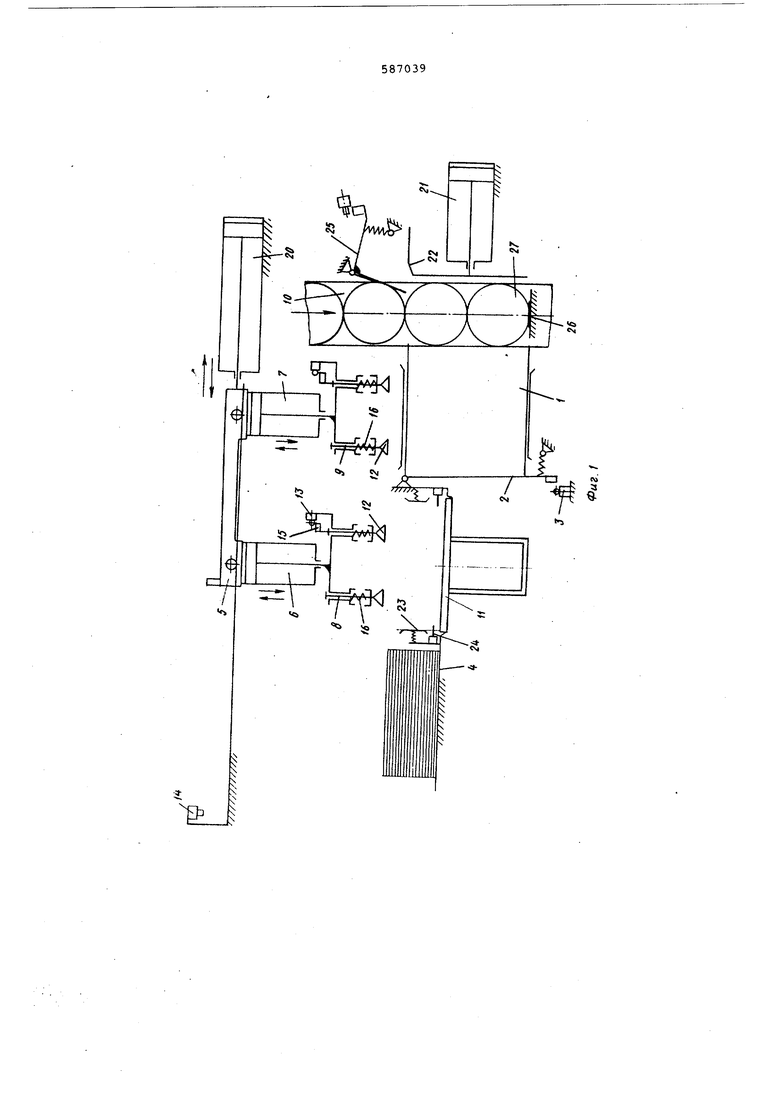
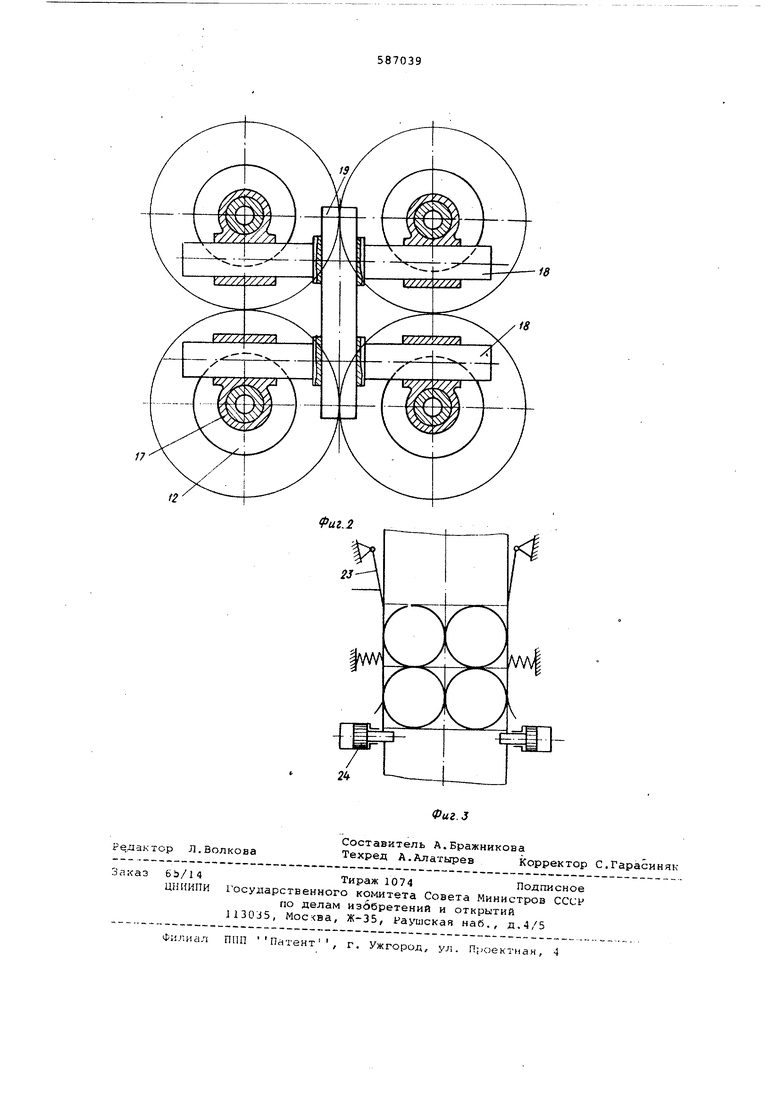
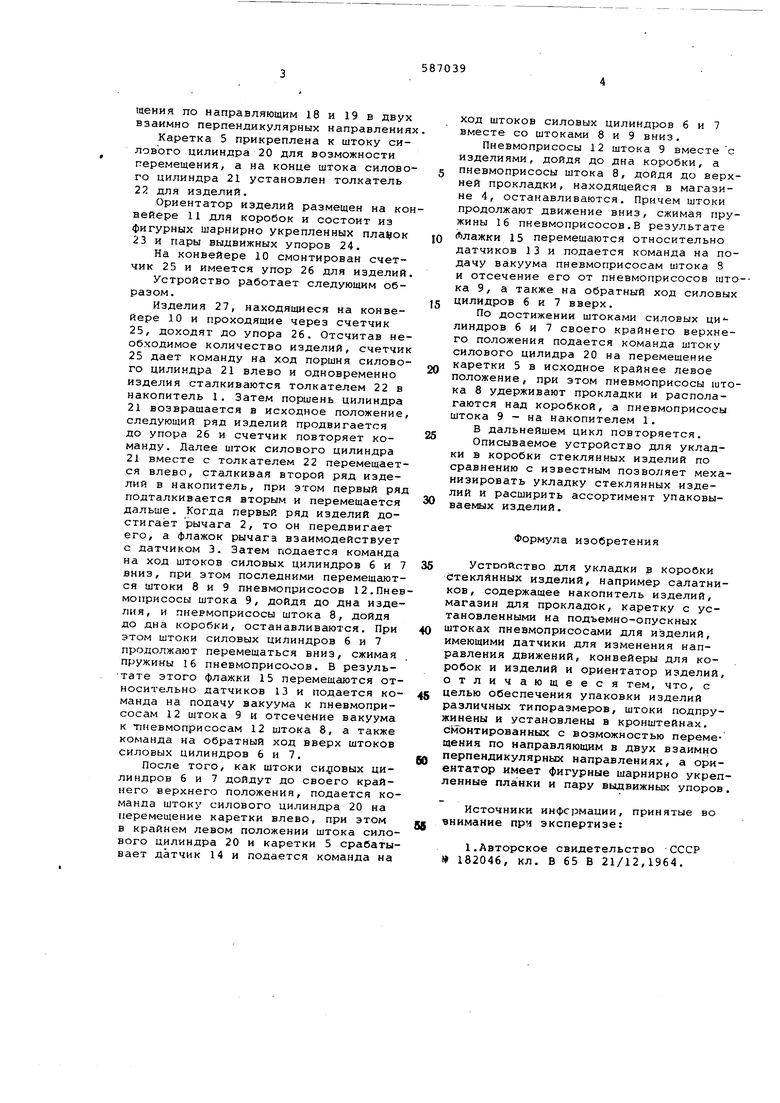
На фиг. 1 изобр 1жена схема устройства Для укладки в коробки стеклянных изделий; на фиг.2 - подъемноопускные штоки с пневмоприсосами для изделий, вид сверху: на фиг.З - ориентатор изделий.
Устройство содержит накопитель 1 изделий с подпружиненным шчагом 2 идатчиком 3, магазин 4 для прокладок, каретку 5 с установленными на ней силовыми цилиндрами 6 я Т с подъемноопускными штокгьми 8 и 9, конвейеры
10 и 11 для изделий и кбробок и ориентатор изд(.лий.
На подъемно-опускных штоках смон-, тировганы пневмоприсосы 12, имеющие датчики 13 и 14, фпажки 15, обеспечивающие изменение величины их рабочего хода по мере заполнения коробки изделиями и уменьшения стопы прокладок в магазине.
Штоки 8 и 9 подпружинены пружинами 16 и установлены в кронштейнах 17, смонтированных с возможностью переметения по направляющим 18 и 19 в двух взаимно перпендикулярных направления
Каретка 5 прикреплена к штоку силового цилиндра 20 для возможности перемещения, а на конце штока силового цилиндра 21 установлен толкатель
22для изделий,
Ориентатор изделий размещен на конвейере 11 для коробок и состоит из фигурных шарнирно укрепленных
23и пары выдвижных упоров 24.
На конвейере 10 смонтирован счетчик 25 и имеется упор 26 для изделий
Устройство работает следующим образом.
Изделия 27, находящиеся на конвейере 10 и проходящие через счетчик 25, доходят до упора 26. Отсчитав необходимое количество изделий, счетчик 25 дает команду на ход поршня силового цилиндра 21 влево и одновременно изделия сталкиваются толкателем 22 в накопитель 1. Затем поршень цилиндра 21 возвращается в исходное положение, следующий ряд изделий продвигается до упора 26 и счетчик повторяет команду. Далее шток силового цилиндра 21 вместе с толкателем 22 перемещается влево, сталкивая второй ряд изделий в накопитель, при этом первый ряд подталкивается вторым и перемещается дальше. Когда первый ряд изделий достигает рычага 2, то он передвигает его, а флажок рычага взаимодействует с датчиком 3. Затем подается команда на ход штоков силовых цилиндров 6 и 7 вниз, при этом последними перемещаются штоки 8 и 9 пневмоприсосов 12.Пневмоприсосы штока 9, дойдя до дна изделия, и лнермоприсосы штока 8, дойдя до дна коробки, останавливаются. При этом штоки силовых цилиндров 6 и 7 продолжают перемещаться вниз, сжимая пружины 16 пневмоприсооов. В результате этого флажки 15 перемещаются относительно датчиков 13 и подается команда на подачу вакуума к пневмоприсосам 12 штока 9 и отсечение вакуума к ПЕшвмоприсосам 12 штока 8, а также команда на обратный ход вверх штоков силовых цилиндров 6 и 7,
После того, как штоки сиговых цилиндров 6 и 7 дойдут до своего крайнего верхнего положения, подается команда штоку силового цилиндра 20 на перемещение каретки влево, при зтом в крайнем левом положении штока силового цилиндра 20 и каретки 5 срабатывает датчик 14 и подается команда на
ход штоков силовых цилиндров 6 и 7 вместе со штоками 8 и 9 вниз.
Пиевмоприсосы 12 штока 9 вместе с изделиями, дойдя до дна коробки, а пневмоприсосы штока 8, дойдя до верхней прокладки, находящейся в магазине 4, останавливаются. Причем штоки продолжают движение вниз, сжимая пружины 16 пневмоприсосов.В результате Ллажки 15 перемещаются относительно датчиков 13 и подается команда на подачу вакуума пневмоприсосам штока 8 и отсечение его от пневмоприсосов штока 9 , а также на обратный ход силовых цилидров 6 и 7 вверх.
По достижении штоками силовых ци линдров 6 и 7 своего крайнего верхнего положения подается команда штоку силового цилидра 20 на перемещение каретки 5 в исходное крайнее левое
положение, при этом пневмоприсосы штока 8 удерживают прокладки и располагаются над коробкой, а пневмоприсосы штока 9 - на накопителем 1.
В дальнейшем цикл повторяется.
Описываемое устройство для укладки в коробки стеклянных изделий по сравнению с известным позволяет механизировать укладку стеклянных изделий и расширить ассортимент упаковываемых изделий.
Формула изобретения
Устоойство для укладки р коробки Стеклянных изделий, например салатников, содержащее накопитель изделий, магазин для прокладок, каретку с установленными на подъемно-опускных
штоках пневмоприсосами для изделий, имеющими датчики для изменения направления движений, конвейеры для коробок и изделий и ориентатор изделий, отличающееся тем, что, с
целью обеспечения упаковки изделий
различных типоразмеров, штоки подпружинены и установлены в кронштейнах. смонтированных с возможностью перемещения по направляющим в двух взаимно
перпендикулярных направлениях, а ориентатор имеет фигурные шарнирно укрепленные планки и пару выдвижных упоров.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР I 182046, кл. В 65 В 21/12,1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УПАКОВКИ СТАКАНОВ | 1966 |
|
SU215786A1 |
| Устройство для формирования картонных коробок и укладки в них изделий | 1988 |
|
SU1527095A1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| Устройство для укладки изделий в картонные ящики | 1984 |
|
SU1330006A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Устройство для укладки изделий в тару | 1976 |
|
SU610732A1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |
| РОТОРНАЯ ТАБЛЕТОЧНАЯ МАШИНА | 2004 |
|
RU2296053C2 |
| Устройство для загрузки изделий | 1980 |
|
SU906854A1 |
| Устройство для укладки изделий в тару | 1985 |
|
SU1333611A1 |