12 связана с шестернями 13, жестко соединенными с цилиндрическими пальцами.
Машина работает следующим образом.
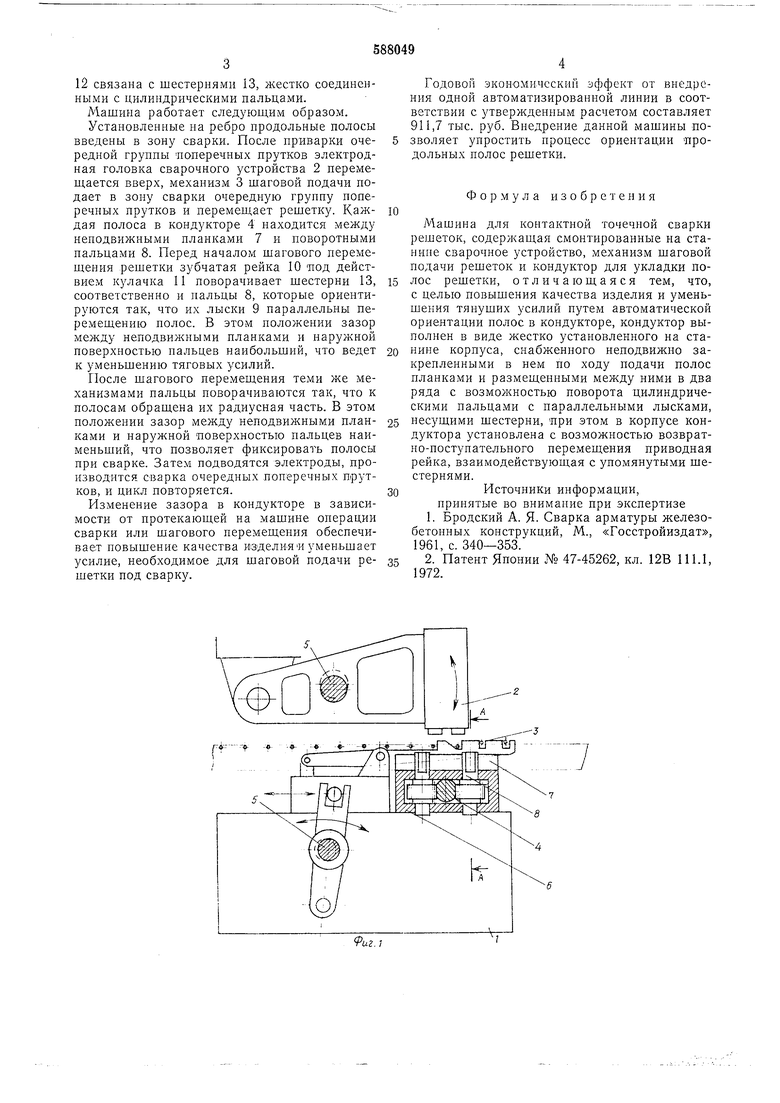
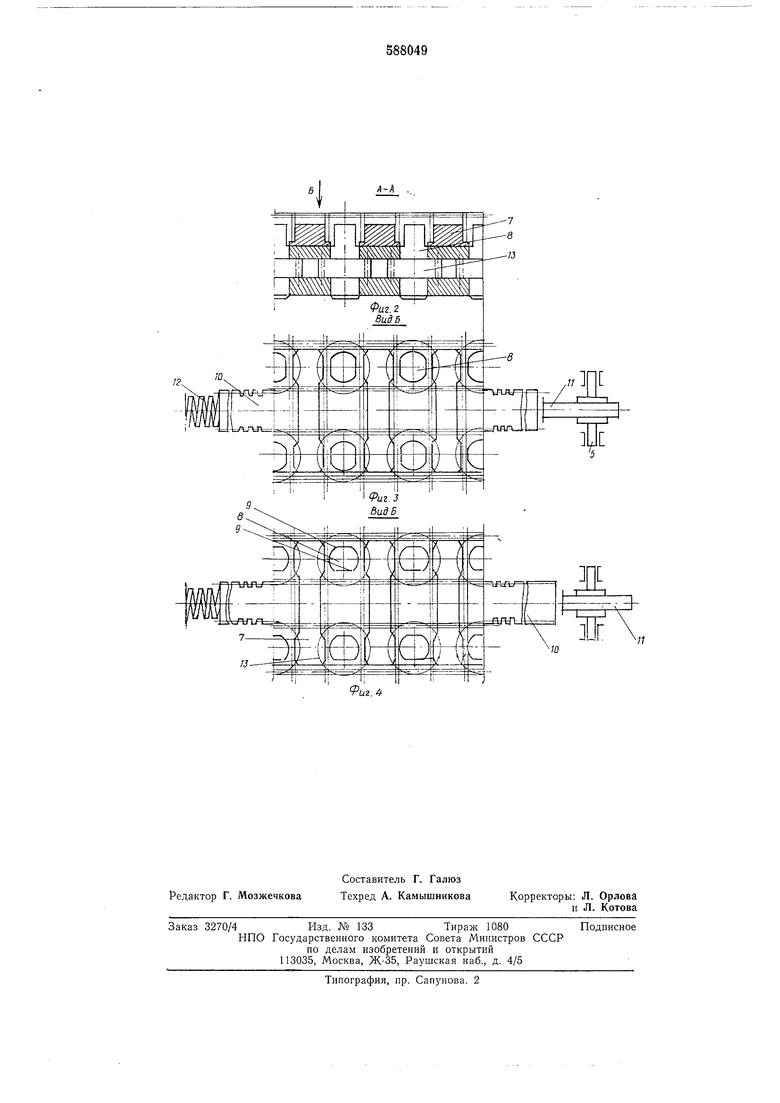
Установленные на ребро продольные полосы введены в зону сварки. После приварки очередной группы поперечных прутков электродная головка сварочного устройства 2 перемещается вверх, механизм 3 шаговой подачи подает в зону сварки очередную группу поперечных прутков и перемещает решетку. Каждая полоса в кондукторе 4 находится между неподвижными планками 7 и поворотными пальцами 8. Перед началом шагового перемещения решетки зубчатая рейка 10 под действием кулачка И поворачивает шестерни 13, соответственно и пальцы 8, которые ориентируются так, что их лыски 9 параллельны перемещению нолос. В этом положении зазор между неподвижными планками и наружной поверхностью нальцев наибольший, что ведет к уменьшению тяговых усилий.
После шагового перемещения теми же механизмами пальцы поворачиваются так, что к полосам обращена их радиусная часть. В этом положении зазор между неподвижными планками и наружной поверхностью пальцев наименьщий, что позволяет фиксировать полосы при сварке. Затем подводятся электроды, производится сварка очередных поперечных прутков, и цикл повторяется.
Изменение зазора в кондукторе в зависимости от протекающей на машине операции сварки или шагового перемещения обеспечивает повышение качества изделиям уменьшает усилие, необходимое для шаговой подачи решетки под сварку.
Годовой экономический эффект от внедрения одной автоматизированной линии в соответствии с утвержденным расчетом составляет 911,7 тыс. руб. Внедрение данной машины позволяет упростить процесс ориентации яродольных полос решетки.
Формула изобретения
Машина для контактной точечной сварки решеток, содержащая смонтированные на станине сварочное устройство, механизм щаговой подачи решеток и кондуктор для укладки полос решетки, отличающаяся тем, что, с целью повышения качества изделия и уменьшения тянуших усилий путем автоматической ориентации нолос в кондукторе, кондуктор выполнен в виде жестко установленного на станине корпуса, снабженного неподвижно закрепленными в нем по ходу подачи полос планками и размещенными между ними в два ряда с возможностью поворота цилиндрическими пальцами с параллельными лысками, песущими шестерни, при этом в корпусе кондуктора установлена с возможностью возвратно-поступательного перемещения приводная рейка, взаимодействующая с упомянутыми шестернями.
Источники информации, принятые во внимание при экспертизе
1.Бродский А. Я. Сварка арматуры железобетонных конструкций, М., «Госстройиздат, 1961, с. 340-353.
2.Патент Японии № 47-45262, кл. 12В 111.1, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и контактнойТОчЕчНОй СВАРКи пРОСТРАНСТВЕННыХАРМАТуРНыХ KAPKACOB | 1978 |
|
SU806211A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| Автоматическая линия для сварки арматурных изделий | 1976 |
|
SU748974A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Автомат для изготовления проволочных решеток | 1985 |
|
SU1289642A1 |
| Машина для контактной точечной сварки | 1975 |
|
SU748975A1 |
| СТАНОК ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU292021A1 |
| Установка для сварки теплообменников | 1986 |
|
SU1405978A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОВОЛОЧНЫХ СЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2248264C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
Ригл
Pu2.4
