Изобретение относится к области автоматизации сварочных процессов, а именно, к устройствам для контактной точечной сварки решеток с основной из полосовой стали, используемых 5 в строительстве.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является автоматическая линия для сварки арматурных изделий, О содержащая бухтодержатель с продольным элементом, ножницы продольной резки, сварочную машину и механизм подачи поперечных стержней 1 },
Недостатком этой линии является 15 невысокая производительность.
Целью изобретения является повьшение производительности при изготовлении решеток из продольных полос, соединенных между собой поперечными 20 стержнями..
Поставленная цель достигается тем, что ножницы продольной резки установлены по ходу подачи полос пос- js ле бухтодержателя с продольным элементом и виде бесконечной ленты. Ли ния снабжена установленным между ножницами продольной резки и сварр.чной машиной устройством для установки по- , лос в заданное положение и подачи их в сварочную машину, вьтолненным в виде объединенных гибкой связью двух кареток. На одной каретке установлены привод их перемещения, механизм поворота полос на 90° и меха- низм установки их на один уровень, а на другой каретке - механизм фиксации полос перед их поворотом на 90°.
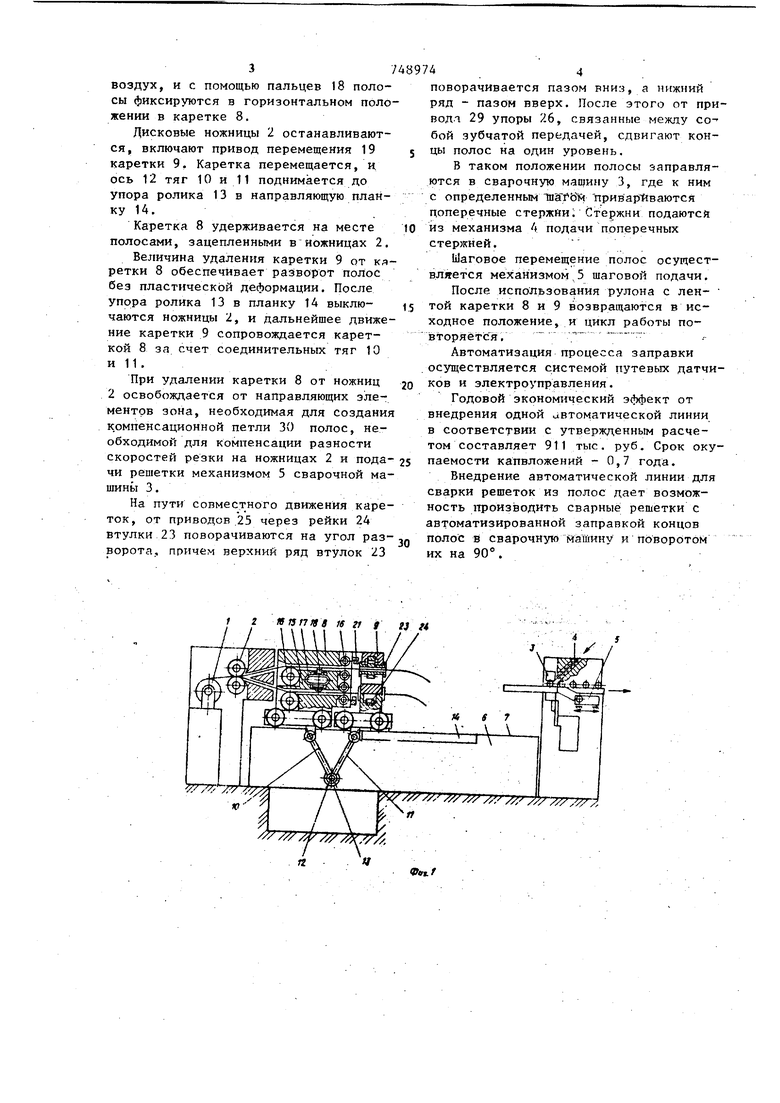
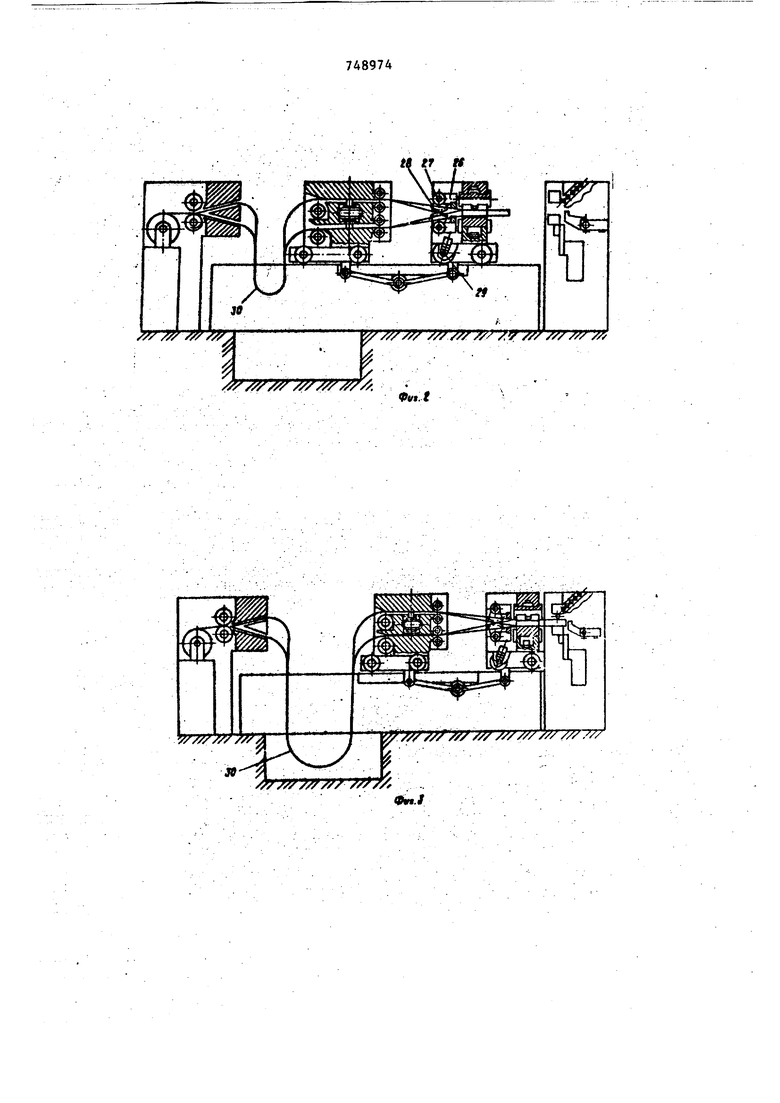
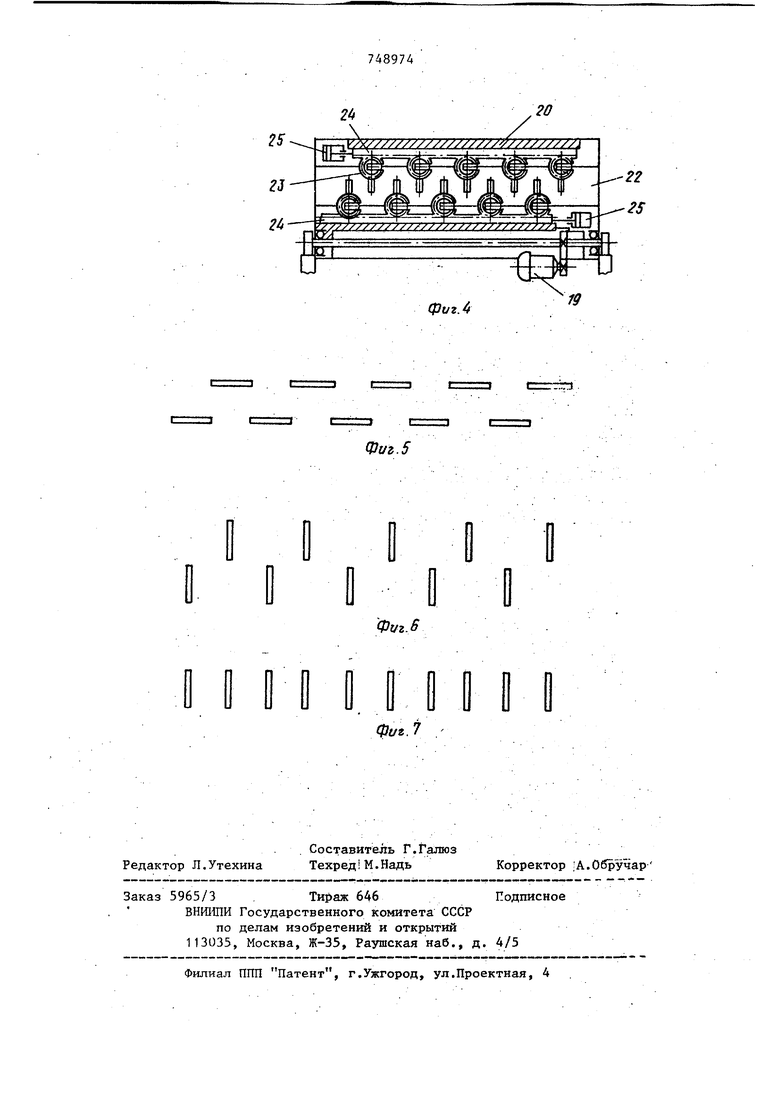
На фиг. 1 изображена автоматичес- W 1сая линия для ceaiJifcH решеток в положеНИИ выхода концов полос из дисковых ножниц, продольной резки, общий вид; на фиг. 2 - то же, каретки находятся в положении поворота полос на 90° и 5 установка их на: один уровень, при этом между дисковыми ножницами и каретками образуется петля компенсатора; на фиг. 3 - то же. Каретки находятся в конечном положении заправки 50 полос в сварочную машину; на фиг. 4 механизм разворота полос, поперечный разрез (пазовые втулки в положении приема полос из ножниц);на фиг. 5 сечение полос на выходе из ножниц; 55 на фиг. 6 - полосы после Поворота на 90°; на фиг. 7 - полосы после сдвига и при заправке в сварочную машину.
Линия состоит из бухтодержателя 1 с продольным элементом в виде бесконечной ленты, дисковых ножниц 2 продольной резки ленты на полосы, многоэлектродной сварочной машины 3, механизма 4 подачи поперечных стержней и механизма 5 шаговой подачи решетки
Между ножницами 2 и сварочной машиной 3 расположено устройство для установки полос в заданное положение и подачи их в сварочную машину 6, на направляющих У которого установлены каретки 8 и 9, связанные между собой шарнирно присоединенными к ним тягами 10 и 1 1 .
Тяги соединены с помощью оси 12с роликом 13, который опирается в направляющую планку 14 при подъеме оси 12.
На каретке 8 установлены механизм 15 фиксации полос в горизонтальном положении перед их поворотом на 90° и направляюш:ие валики 16. Механизм 15 зажима полос содержит пневмокамеру 17, которая приводит в действие зажимные пальцы 18.
На каретке 9 установлен привод 19 перемещения обеих кареток, .механизм 20 поворота полос на 90° и механизм 21 установки полос на один уровень.
Механизм 20 поворота полос на 90° содержит корпус 22, в котором установлены втулки 23 с пазами и с зубчатыми венцами. Венцы зацепляются с рейками 24, которые связаны с приводами их перемещения 25.
Механизм 21 установки полос содержит упоры 26, шарнирно установленные на осях 27 и свзанные между собой зубчатыми секторами 28. Один упор связан с приводом 29.
Автоматическая линия работает следующим образом.
Край ленты, находящейся в бухтодержателе 1, заправляется в дисковые ножницы 2, которые разрезают ленту на полосы. Концы полос выходят из двухрядной проводки ножниц и проходят через направляющие валики 16, механизм 15 фиксации полос на каретке 8 и пазовые втулки 23 на каретке 9, которая стоит вплотную с кареткой 8. После выхода концов полос из втулок 23 . на длину, достаточную для залравки и сварочную машину 3 и учитывающую длину, необходимую для разврота без пластической деформации, в пневмойамеру 17 подается сжатый воздух, и с помощью пальцев 18 полосы фиксируются в горизонтальном положении в каретке 8. Дисковые ножницы 2 останавливаются, включают привод перемещения 19 каретки 9, Каретка перемещается, и ось 12 тяг 10 и 11 поднимается до упора ролика 13 в направляющую планку 1 А. Каретка 8 удерживается на месте полосами, зацепленными в ножницах 2, Величина удаления каретки 9 от кяретки 8 обеспечивает разворот полос без пластической деформации. После упора ролика 13 в планку 1А выключаются ножницы 2, и дальнейшее движе ние каретки 9 сопровождается кареткой 8 за счет соединительных тяг 10 При удалении каретки 8 от ножниц 2 освобождается от направляющих элементов зона, необходимая для создани компенсационной петли 30 полос, необходимой для компенсации разности - .. чи решетки механизмом 5 сварочной ма шины 3. На пути совместного движения каре ток, от приводов.25 через рейки 24 втулки 23 поворачиваются на угол раз ворота., причем верхний ряд втулок 23 7 оворачивается пазом вниз, а нижний яд - пазом вверх. После этого от приодл 29 упоры 26, связанные между собой зубчатой передачей, сдвигают концы полос на один уровень. В таком положении полосы заправляются в сварочную машину 3, где к ним с определенным тпаТЬ привар-йваются поперечные стержни; Стержни подаются из механизма А подачи поперечных стержней. Шаговое перемещение полос осущест вляется механизмом,5 шаговой подачи. После использования рулона с лентой каретки 8 и 9 возвращаются в исходное положение, и повторяётся, Автоматизация процесса заправки осуществляется системой путевых датчиКОВ и электроуправления. Годовой экономический эффект от внедрения одной автоматической линии. в соответствии с утвержденным расчетом составляет 911 тыс. руб. Срок г :„;е-/г; IMOt- ГИ neiiiDJi.-/ivv- - у Внедрение автоматической линии для сварки решеток из полос дает возможность производить сварные решетки с автоматизированной заправкой концов полос в сварочную машину и поворотом их на 90.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сварки решеток | 1977 |
|
SU721198A1 |
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Линия контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU523772A1 |
| Способ изготовления решеток | 1977 |
|
SU698747A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| Автоматическая линия для сварки решеток | 1978 |
|
SU732059A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
1. АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СВАРКИ АРМАТУРНЫХ ИЗДЕЛИЙ, содержащая бухтодержатель с продольным элементом, ножницы продольной резки, сварочную машину и механизм подачи поперечных стержней, отличающа я с я тем, что, с целью повьшения производительности при изготовлении решеток из продольных полос, соединенных между собой поперечнь&1И стержнями, ножницы продольной резки установлены по ходу подачи полос после бухтодержателя с продольным элементом в виде бесконечной ленты, при этом линия снабжена установленными . между продольными ножнйца ми продольной резки и сварочной мащиной устройством для установки полос в заданное положение и подачи их в сварочную маптну, выполненным в виде объединенных гибкой связью двух кареток, на одной из которых установлены прит вод их перемещения, механизм поворота полос на 90° и механизм установки их на один уровень, а на другой каретке - механизм фиксации полос : перед их поворотом на 90°. 2. Автоматическая линия по п. 1, отличающаяся тем, что, устройство для установки полос в заданное пЬложенйе и подачи их в сварочную майшну снабжено направляющей планкой. ; 3. Автоматическая линия по п. 1, отличающая с я тем, что гиЗкая связь между каретками вьтолнена i в виде шарнирно соединенных с каретками тяг, связанных между собой осью, (Л С несущей ролик, взаимодействующий с направляющей планкой при перемещении кареток вПротивоположные стороны. в 4,Автоматическая линия по п. 1, v отличающаяся тем, что 1 механизм поворота полос на 90° выполнен в виде двух приводных реек и 00 установленных два ряда с возможнос;о тью поворота втулок с пазами и зубчатыми наружними венцами, взаимодействующими с упомянутьпчи рейками, 5.Автоматическая линия по п. 1, отличающая с я тем, что механизм установки полос на один уровень вьшолнен в виде шарнирно за-, крепленных на каретке с возможностью поворота упоров, связанных между собой зубчатыми секторами, при этом один из упоров снабжен приводом поворота.
I 2 atsniee № V 9 гз
/// /// //V /// ,
i
, Y///7/ //У х //7 //7 /// 7, .
Vet-f
/vv /// /// /y/.f
/y/ // /fY//.
if/ /y//// 7,7 /// y//
9m.t
Фиг. 5
Фш.5
Фиг.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР | |||
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 0 |
|
SU337208A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
