Машина относится к устройствам для контактной сварки решеток, применяемых в строительстве, сельском хозяйстве и других отраслях народно го хозяйства. Известна машина для контактной точечной сварки сеток, содержащая сварочные электроды и транспортирующие диски.. Недостатком этой мапмны является низкая производительность и недоста точная точность подачи поперечных прутков. Наиболее близкой по технической сущности и достигаемому результату является машина для контактной точечной сварки, содержащая размещенные на станине сварочные электроды, диски с пазами, смонтированные на приводном валу и питатель с попереч ными стержнями. Однако эта машина имеет неДостато чую точность подачи поперечных стержней. Цель изобретения - повьш1ение точ ности подачи поперечных стержней. Цель достигается тем, что машина снабжена шарнирно закрепленным кастанине между питателем и дисками с пазами поворотным отсекателем в виде вилки, питатель выполнен в виде установленного параллельно валу, несущему диски, поворотного цилиндра с продольными пазами на наружной поверхности по всей его длине, соот ветствующими пазам упомянутых дис. ков. . На чертеже изображен осевой разрез предложенной машины для контакт ной сварки. Маш.ша содержит механизм шаговой подачи с корректируницим устройством 1, многоэлектродную сварочную голов ку 2, встроенную внутри ряда дисков 3 с пазами на наружной поверхности. .Диски 3 своей внутренней поверхностью опираются на вал с зубчатыми колесами 4 и валы с роликами 5. С дисками 3 сопрягается питатель с поперечными стержнями, выполненны в виде поворотного цилиндра 6 с про дольными пазами на всю его длину. Пазы поворотного цилиндра Соответст вуют пазам дисков. Продольные пазы поворотного цилиндра и пазы на наруж-„ ной поверхности дисков .3 служат для транспортировки поперечных стержней. 52 Поэтому поворотный цилиндр 6 и диски 3 в зоне прохождения стержней имеют ограничительные дуги 7, а в зоне их сопряжения установлены поворотная вилка 8, имеющая возможность входить в пазы поворотного цилиндра 6. Кроме того, продольные пазы поворотного цилиндра 6 в позиции приема стержней ограждены сплошной планкой 9, а ограничительные дуги 7 в зоне сварки выполнены в виде пружин 10. Валы шестерен 4, поворотного цилиндра 6, поворотной вилки 8 и механизм шаговой подачи с корректирующим устройством1 кинематически связаны между собой общим приводом. Машина работает следующим образом. Продольные стержни введены в машину и несколько выступают за сварочные электроды по ходу решетки. Поперечные стержни попарно вводятся в продольные пазы поворотного цилиндра 6 и транспортируются в зону сопряжения его с дисками 3. При этом поворотная рилка 8 в зоне сопряжения удерживает стержни от вьтадания в продольных пазах цилиндр ра. Во время выстоя, в положении когда продольные пазы 1щлиндра 6 противостоят пазам на наружной поверхности дисков 3, вилка 8 поворачивается в сторону дисков, передвигая при этом пару поперечных стержней в пазы дисков и запирает их там. После этого поперечные стержни транспортируются дисками 3 в зону сварки, а вилка 8 возвращается в исходное положение. Затем многоэлектродная сварочная головка 2 при рабочем ходе, спускаясь вниз, перемещает поперечные стержни до соприкосновения с продольными, отжимая при этом пружины 1Э огранич1Лельных дуг 7. Происходит процесс сварки в местах -пересечения стержней, многоэлектродная сварочная головка 2 возвращается вверх, а механизм шаговой Ьодачи с корректирующим устройством 1 перемещает решетку в соответствии с требуемым шагом. Возвращение механизма шаговой подачи для очередного перемещения решетки производится во время процесса сварки стержней. Данная машина позволяет увеличить точность подачи поперечных стержней. а экономическая эффективность составляет 911 тыс.руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК | 1967 |
|
SU193641A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2007 |
|
RU2376115C2 |
| Устройство для сборки и контактнойТОчЕчНОй СВАРКи пРОСТРАНСТВЕННыХАРМАТуРНыХ KAPKACOB | 1978 |
|
SU806211A1 |
| Установка для контактной точечной сварки | 1986 |
|
SU1428550A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| Машина для контактной точечной сварки арматурных каркасов | 1986 |
|
SU1355407A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ, содержащая разме1цен71ые на станине сварочные электроды, диски с пазами, смонтированные на. приводном валу, и питатель с поперечными стёржняяи, о т ji и ч а ю щ а я с я тем, что, с целью повьпиения точности подачи поперечных стержней, она снабжена ша рнирно закрепленным на станине между питателем и дисками с пазами noBopoTHbiM ртсекателем в виде вилки, питатель вьптолнен в виде установленного параллельно валу, несущему диски, поворотного цилиндра с продольными, пазами на наружной Поверхности ;по всей его длине, соответствующими пазам упомянутьгх дисков. (Л 00 со СД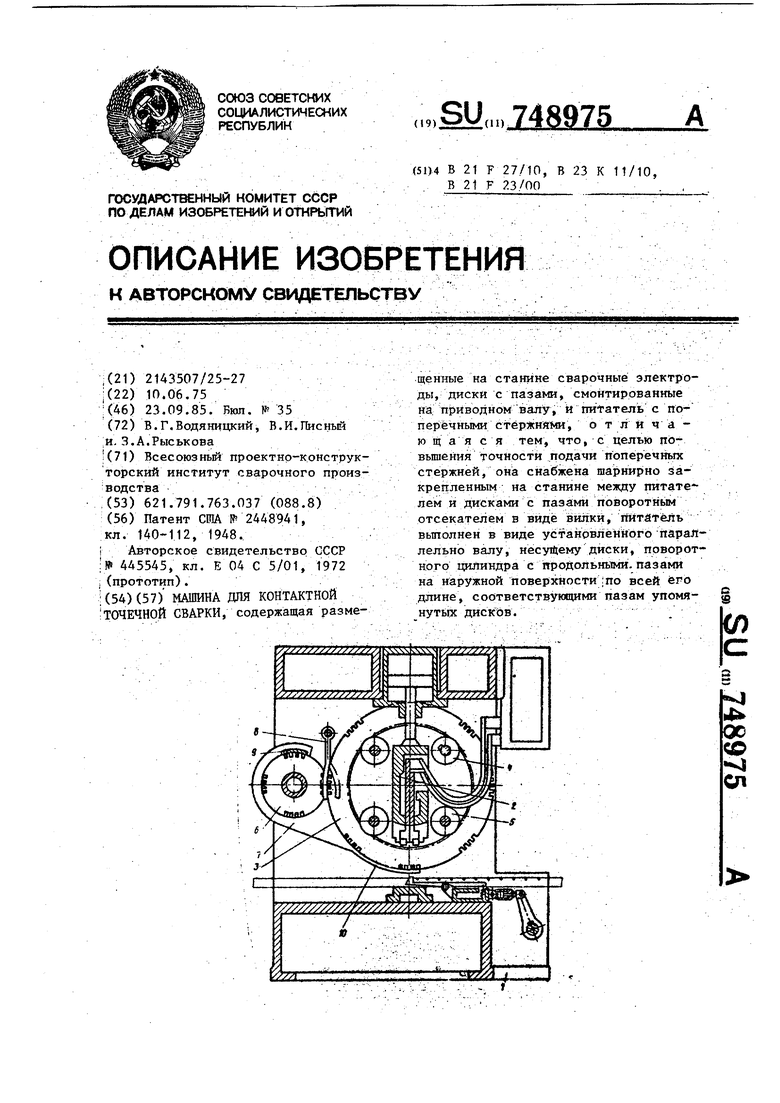
| СПОСОБ ВЫДЕЛЕНИЯ 1,2-ДИХЛОРЭТАНА | 2010 |
|
RU2448941C1 |
| Способ закалки пил | 1915 |
|
SU140A1 |
| Машина для контактной точечной сварки | 1972 |
|
SU445545A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| (прототип) | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
