(54) СТАНОК ДЛЯ НАКАТКИ ГАЛТЕЛЕЙ
4 с накатным роликами в пределах дуги галтели, длина которой фиксируется концевыми выключателями (на чертежах не показаны).
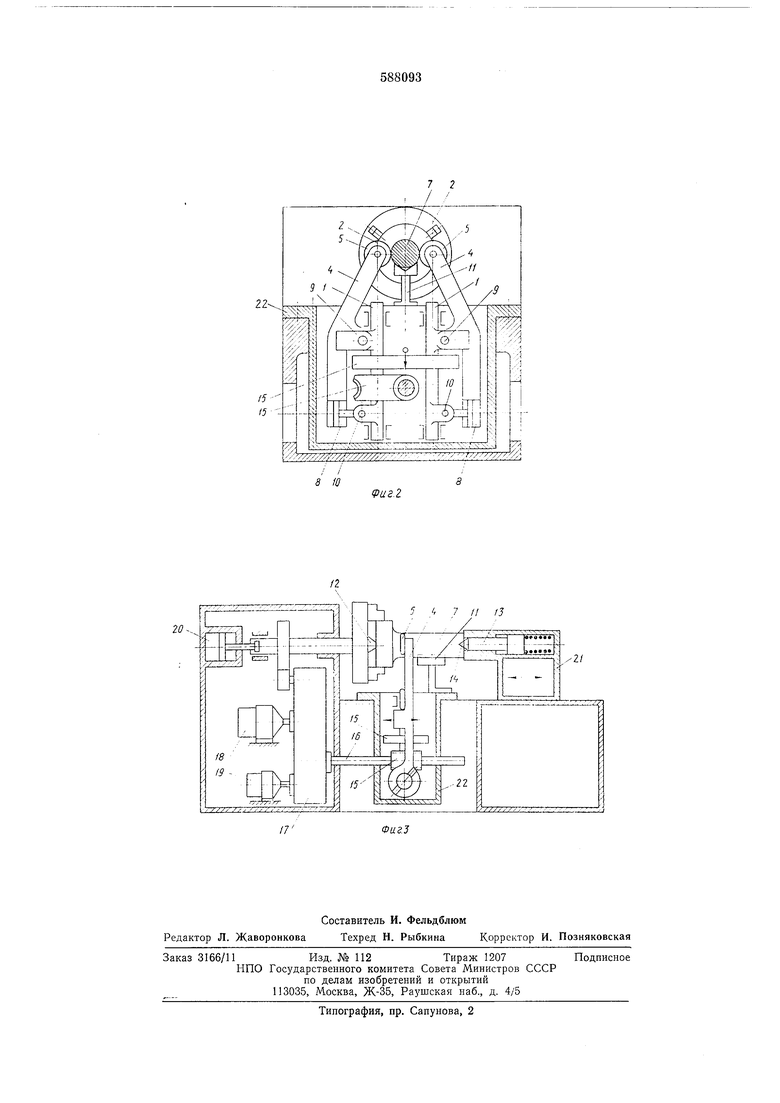
Электродвигатель 19, включаемый концевым выключателем по окончании накатки галтели магнитной муфтой, предназначен для раскрытия рычагов 4 и их возврата в исходное положение. Пневмоцилипдр 20 предназначен для перемещения центра 12, захвата детали 7 и ее фиксации по торцу 14 задней бабки 21. Накатное устройство заключено в корпус 22.
Работа на станке осуществляется следующим образом.
В зависимости от длины и места расположения галтели на детали 7 устанавливают в направлении продольной оси станка заднюю бабку 21 и корпус 22 накатного устройства станка, после чего для сохранения постоянным угла наклона рычагов 4 подбирают в зависимости от диаметра обрабатываемой детали диаметр упрочняющего ролика и устанавливают его на рычаге 4.
Подлежащую обработке деталь 7 устанавливают па приемную призму 11 станка и включают электродвигатель 18. Фиксация детали 7 по торцу 14, подвод роликов 5 к поверхности галтели, обкатка поверхности галтели, отвод роликов, возврат исполнительного механизма в исходное положение и развод центров происходят автоматически при работе станка.
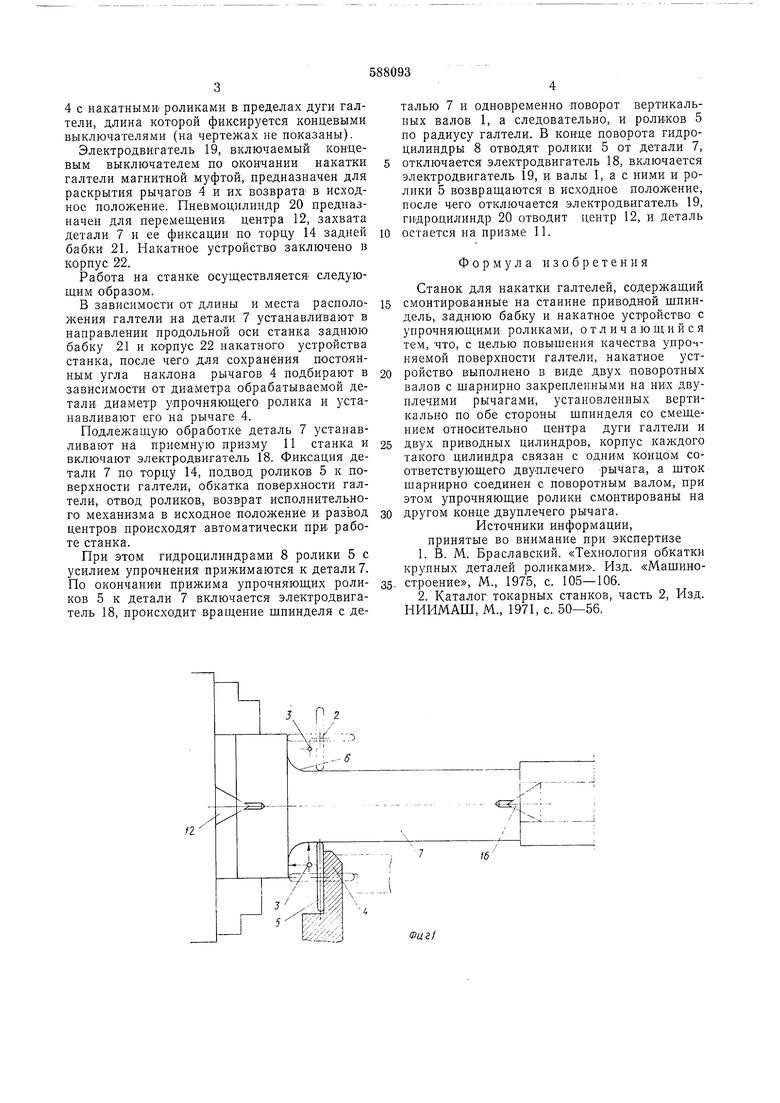
При этом гидроцилиндрами 8 ролики 5 с усилием упрочнения прижимаются к детали 7. По окончании прижима упрочняющих роликов 5 к детали 7 включается электродвигатель 18, происходит вращение щпинделя с деталью 7 и одновременно поворот вертикальных валов 1, а следовательно, и роликов 5 по радиусу галтели. В конце поворота гидроцилиндры 8 отводят ролики 5 от детали 7, отключается электродвигатель 18, включается электродвигатель 19, и валы 1, а с ними и ролики 5 возвращаются в исходное положение, после чего отключается электродвигатель 19, гидроцилиндр 20 отводит центр 12, и деталь остается на призме 11.
Формула изобретения
Станок для накатки галтелей, содержащий
смонтированные на станине приводной шпиндель, заднюю бабку и накатное устройство с упрочняющими роликами, отличающийся тем, -что, с целью повышения качества упрочняемой поверхности галтели, накатное устройство выполнено в виде двух поворотных валов с щарнирно закрепленными на них двуплечими рычагами, установленных вертикально по обе стороны щпинделя со смещением относительно центра дуги галтели и
двух приводных цилиндров, корпус каждого такого цилиндра связан с одним концом соответствующего двуплечего рычага, а щток шарнирно соединен с поворотным валом, при этом упрочняющие ролики смонтированы на
другом конце двуплечего рычага.
Источники информации, принятые во внимание при экспертизе
1.В. М. Браславский. «Технология обкатки крупных деталей роликами. Изд. «Мащиностроение, М., 1975, с. 105-106.
2.Каталог токарных станков, часть 2, Изд. НИИМАШ, М., 1971, с. 50-56.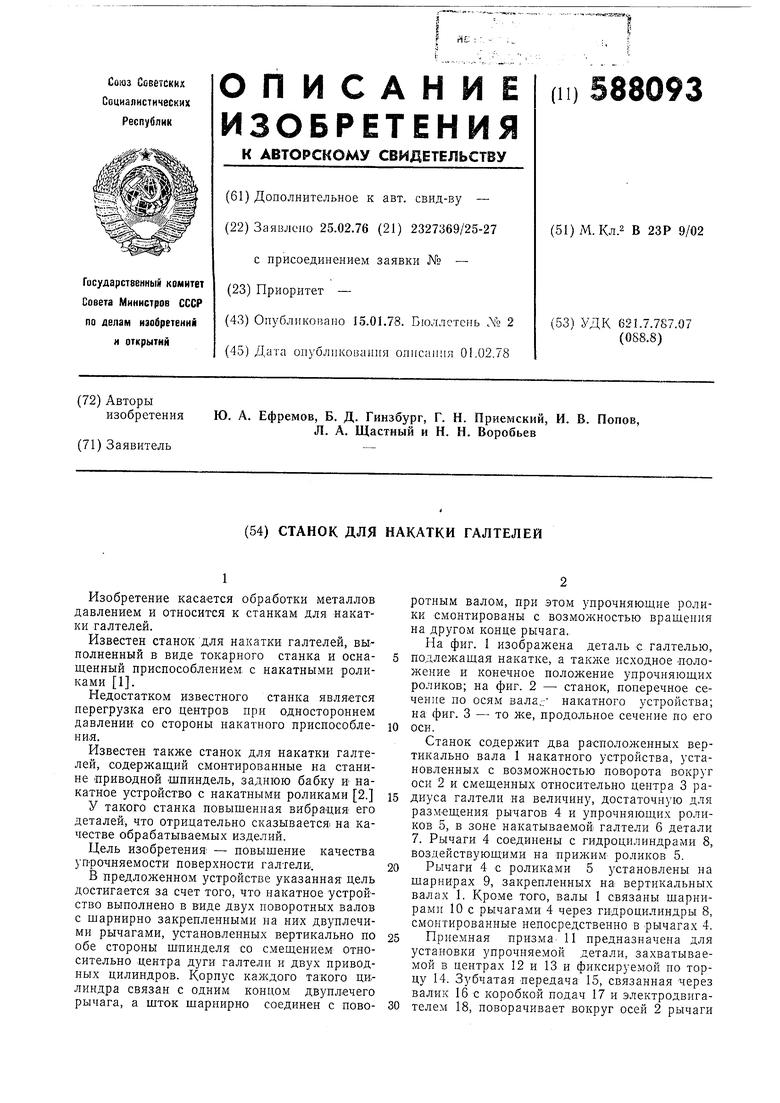
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для накатки галтелей | 1985 |
|
SU1263507A2 |
| Станок для накатки железнодорожных осей | 1986 |
|
SU1519866A1 |
| Способ предварительной настройки инструмента при накатке галтелей | 1989 |
|
SU1733223A1 |
| Устройство для упрочнения обкаткой валов | 1971 |
|
SU439371A1 |
| СПОСОБ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ГАЛТЕЛЯМИ | 2007 |
|
RU2359806C2 |
| Устройство для упрочнения валов накаткой | 1979 |
|
SU1303383A1 |
| Станок для накатывания кольцевых канавок | 1983 |
|
SU1224074A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| СТАНОК ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2124431C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2490087C1 |
п/
гА---1/
4гл
t -zi::::/)
; ..
W
Фиг
2017
7 /I 13
Фиг.З
