1
ИаЬбретение относится к питейному производству, в частности к изготовлению литейных форм,
Известна установка роликового типа для изготовления литейных форм, которая состоит из тяжелых, неприводных, отдельнь1х 1сатков, с большим зазором посаженных на единую, горизонтально расположенную ось, неподвижно закрепленную на подвеске станины. Катки имеют возможность вертикально перемешаться и уплотнять формовочную смесь своим весом
Ci.
Недостатком этой установки является некачественное уплотнение формовочной смесии. 15 вызванное тем, что уплотнение осуществляется весом катков, а не каким - либо определевн ным регулируемым воздействием.
Известна также установка для изготовления форм, содержащая конвейер, на котором установ-ч О пены подмодельные плиты с моделями, устройст- во пяя заполнения опок смесью и приводные катки для уплотнения смеси 2.
Эта установка также не позволяет получать качественное уплотнение смеси, таккакуплот- 25
нение производится катками, имеющими ширину, соразмерную с щириной опоки.
Цель изобретения - повышение равномерности распределения плотности смеси в опоках
Это достигается тем, что установка снабжу ,ца„устройством для усиления вертикальной нагрузка на катки, смонтированным над коцвейером и выполненным в виде nqpu нёвых приводов, на щтоке каждого из которых шарнирно установлен один из катков, причем последние расположены рядами вшах матном порядке с,величением щирины катков каждого ряда, начиная со стороны уст ройства дпя заполнения опок формовочной рмесью.
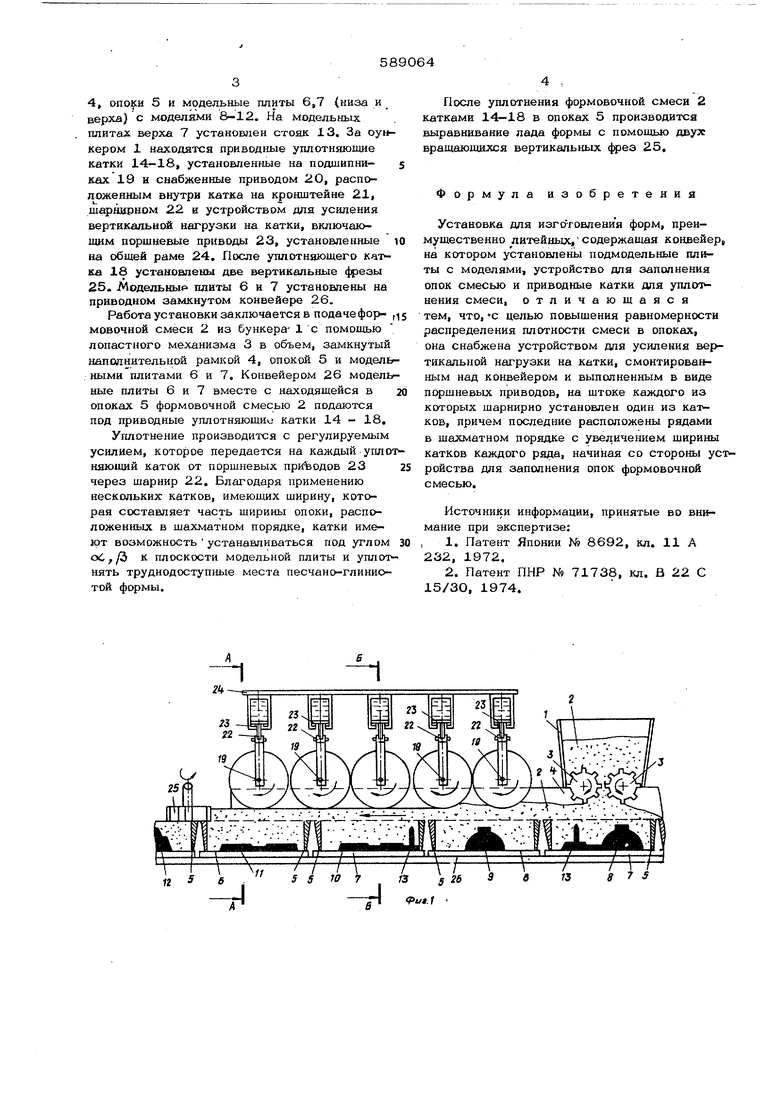
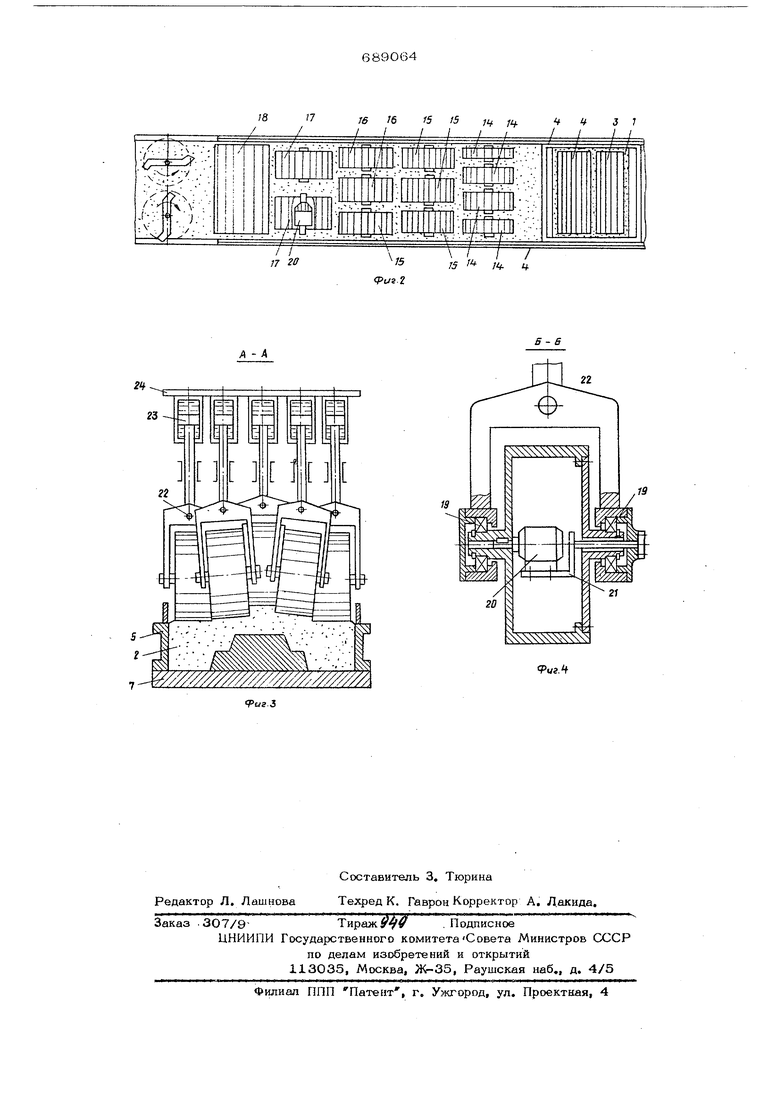
На фиг. 1 схематически из ражена предлагазмая/установка разре на фиг. 2 - то же, вид в планер на фиг. 3 - разрез А-А на фиг. Ij на фиг. 4 - разрез В-Б на фиг.
Установка имеет устройство для заполнения; опок смесью, включающее бункер 1, в котором находится формовочная смесь 2 я лопастной механизм 3; .наполнительнуюрамку
4, S и модельные плиты 6,7 (низа и верха) с моделями 8-12. На модельных плитах верха 7 установлен стояк 13. За оункером 1 находятся приводные уплотняющие катки 14-18, установленные на подшипни- ках 19 и снабженные приводом 20, распопржеяным внутри катка на кронштейне 21, шарнирном 22 и устройством для усиления вертикальной нагрузки на катки, включающим поршневые приводы 23, установленные на общей раме 24, После уплотняющего кат ка 18 установлены две вертикальные 25. Модальны плиты 6 и 7 установлены на приводном замкнутом конвейере 26.
Работа установки заключается в подачеформовонной смеси 2 из бункера- 1 с помощью лопастного механизма 3 в объем, замкнутый наполнительной рамкой 4, опокой 5 и модельными плитами 6 и 7. Конвейером 26 модельные плиты 6 и 7 вместе с находящейся в опоках 5 формовочной смесью 2 подаются под приводные уплотняющие катки 14 - 18, Уплотнение производится с регулируемым усилием, которое передается на каждый уплотняющий каток от поршневых приводов 23 через шарнир 22, Благодаря применению нескольких катков, имеющих ширину, которая составляет часть ширины опоки, расположенных в шахматном порядке, катки имеют возможность устанавливаться под углом Х,/3 к плоскости модельной плиты и уплотнять труднодоступные места песчано-глинистой формы.
После уплотнения формовочной смеси 2 катками 14-18 в опоках 5 производится выравнивание лада формы с помощью двух вращающихся вертикальных 25,
Формула изобретения
Установка для изготовления форм, преимущественно литейных,содержащая конвейер на котором установлен. подмодельные с моделями, устройство для заполнения опок смесью и приводные катки для уплотнения смеси, отличающаяся тем, что, С целью повышения равномерности распределения плотности смеси в опоках, она снабжена устройством для усиления вертикальной нагрузки на катки, смонтироваин ным над конвейером и выполненным в виде поршневых приводов, на штоке каждого из которых шарнирно установлен один из ка-рков, причем последние расположены рядами в шахматном порядке с увеличением щирины катков каждого ряда, начиная со стороны усройства для заполнения опок формовочной смесью.
Источники информации, принятые во внимание при экспертизе:
1,Патент Японии Ni 8692, кл, 11 А 232, 1972,
2.Патент ПНР N9 71738, кл. В 22 С 15/ЗО, 1974,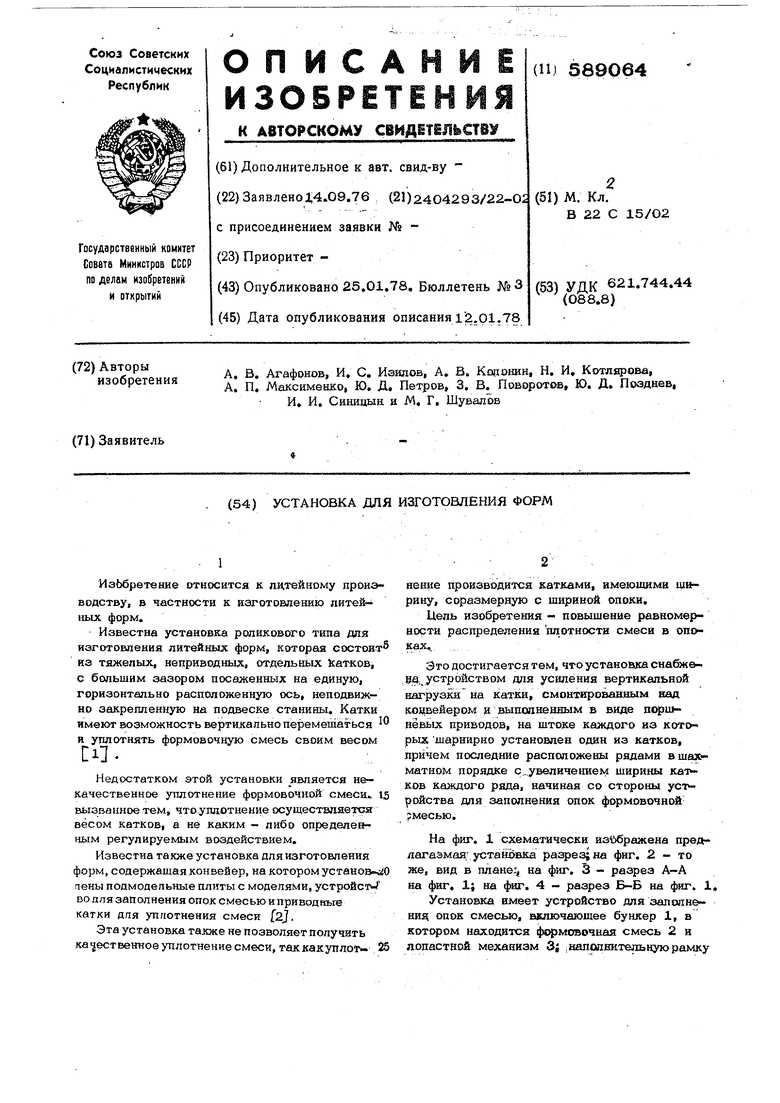
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| Установка для изготовления литейных форм | 1977 |
|
SU1163968A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Модельная оснастка | 1983 |
|
SU1156812A1 |
| Автоматическая формовочная линия | 1987 |
|
SU1447566A1 |
| Способ изготовления литейной формы | 1977 |
|
SU685412A1 |
А -А
, .,y////////////// // // Риг 5
22
19
Фиг. 4
