Од
со со
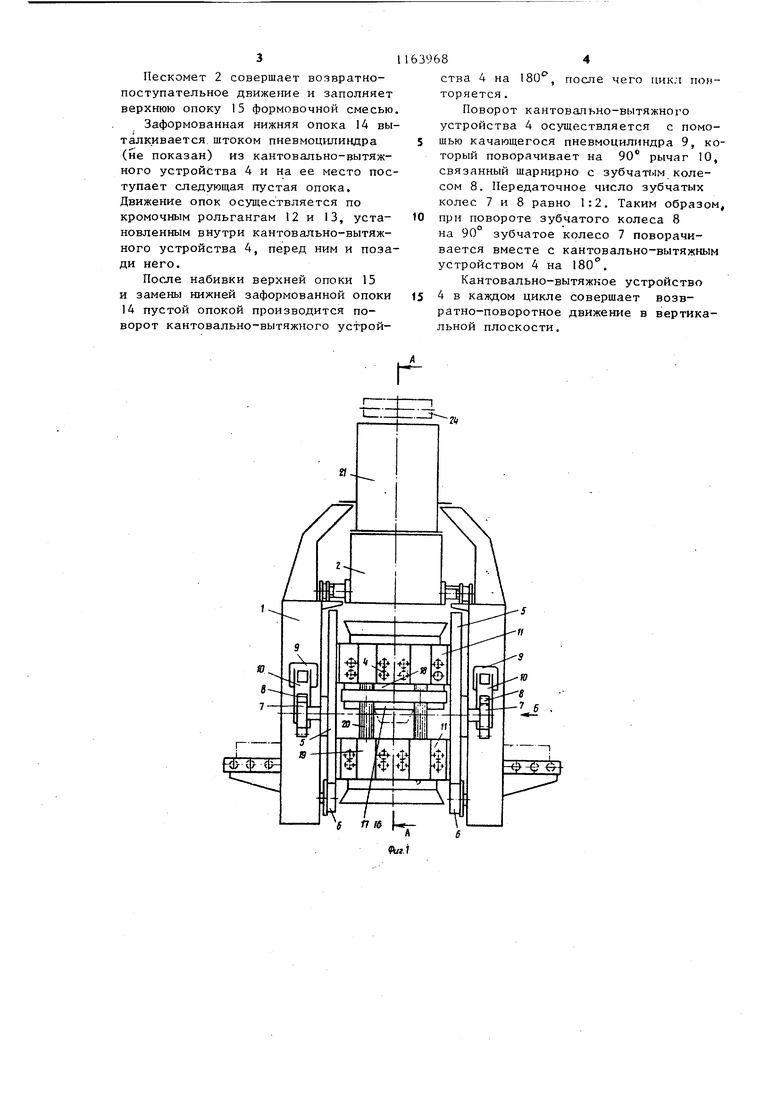
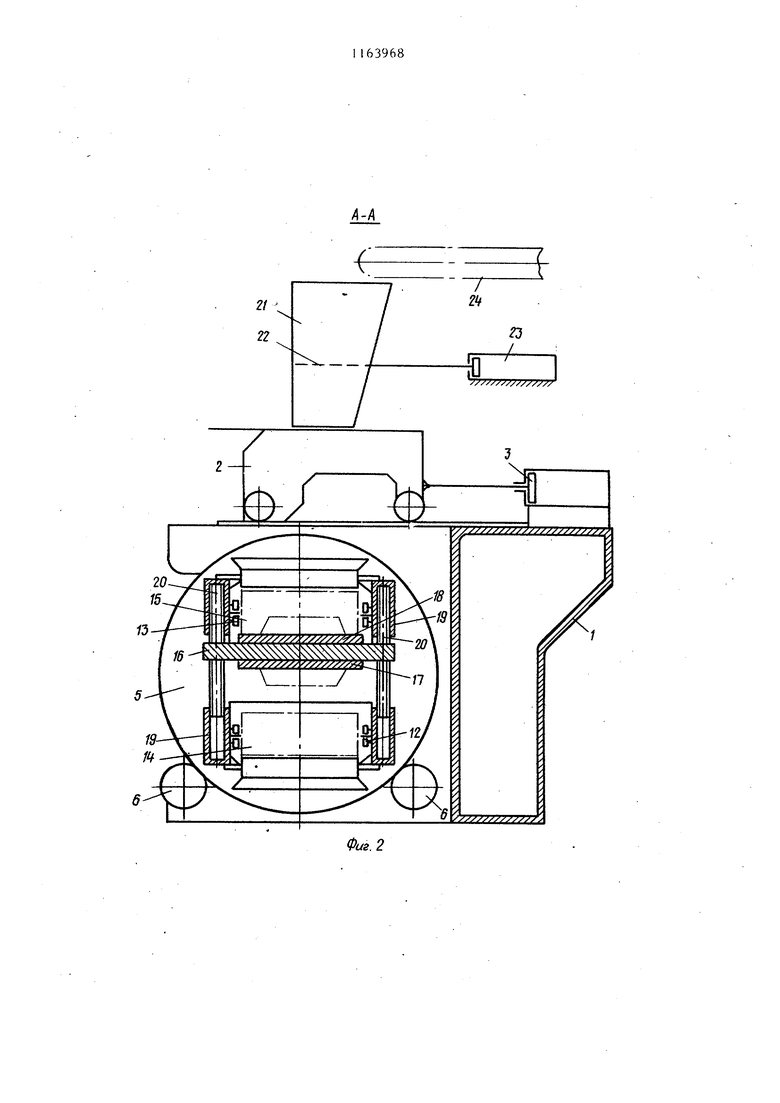
Од 00 Изобретение относится к литейному производству, в частности i к установкам для изготовления литейных форм, предназначенным для использования в автоматических формовочных линиях. Известна установка для изготовления литейных форм, содержащая подвижный в горизонтальной плоскости пескомет, кантовально-вытяжное устройство, состоящее из двух торцовых дисков, установленных 1на катках и имеющих привод, поворота в вертикальной плоскости,мевду которыми симметрично относительно оси их поворота расположены две сек ции рольгангов, укрепленных на уста новленных между дисками распорных балках, и поршневые приводы для вытяжки модельных комплектов с подмодельной плитой D. Однако производительность известной установки невысока из-за большог количества технологических операций связанных с передвижением модельного комплекта от пескомета к кантовально вытяжному устройству и обратно. Кроме того, эта установка требует больших производственных площадей из-за последовательного расположения песко мета и кантовально-вытяжпого устройства, соединенных рольгангами. Цель изобретения - повышение прои водительности и сокращение производственных площадей. Поставленная цель достигается те что в установке для изготовления литейных форм широкозахватный песко мет смонтирован над кантовально-вытяжным устройством,двусторонняя под дельная плита расположена между секциями рольгангов, корпуса упомян тых поршневых приводов укреплены на распорных балках,а их штоки жестко связаны с подмодельной плитой. На фиг.1 изображена установка, о щий вид; на фиг,2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1. Установка включает станину 1, над которой установлен родвижный широкозахватный пескомет 2, выполненный с возможностью возвратно-поступательного горизонтального перемещ ния с помощью пневмопривода 3, Внутри ст анины 1 смонтировано кантовально-вытяжное устройство 4, в котором механизм кантовки выполнен в виде двух торцовых дисков 5, установленных на катках 6, Торцовые диски 5 снабжены приводом поворота вокруг их центральной оси, представляющим собой пару зубчатых колес 7 и 8 и качающийся пневмоциликдр 9, соединенные рычагом 10.Между торцовыми дисками 5 сверху и снизу от оси их поворота и параллельно ей на распорных балках 11, установленных междУ торцовыми дисками 5, неподвижно закреплены две секции кромочных рольгангов 12 (нижняя) и 13 (верхняя) с двумя рядами роликов д-пя опок 14 низа и опок 15 верха. Кантовально-вытяжпое устройство 4 снабжено подвижной в вертикальной плоскости плитОй 16, расположенной между верхней секцией 13 и нижней секцией 12 рольгангов и имеющей верхнюю и нижнюю поверхности для монтажа нижних 17 и верхних 18 модельных комплектов Механизм вытяжки модели содержит силовые цилиндры 19,выполненные двусторонними плунжерного типа, служащие для перемещения подвижной плиты 16 с закрепленными на ней модельными комплектами 17 и 18. Силовые цилиндры. 19 выполнены заодно с распорными балками 11, а их штоки 20 жестко связаны с подвижной плитой 16. Над пескометом 2 расположен дозатор 21, включающий ишберное устрой-, ство 22, связанное с пневмоприводом 23. Над дозатором 21 смонтирован ленточный транспортер 24 для подачи формовочйой смеси. Установка работает следующим образом. При включении установки силовые цилиндры I9 поднимают подвижную плиту 16 с закрепленными на ней модельными комплектами 17 и 18. При этом нижняя модель вытягивается из нижней заформованной опоки 14, а верхняя пустая опока 15 собирается с верхним модельным комплектом 18 одним движением силовых цилиндров 19. Одновременно с этим производится подготовка дозы формовочной смеси в дозаторе 21. Для этого шиберное устройство 22 с помощью пневмопривода 23 открывается, формовочная смесь в дозаторе 21 опускается вниз, после чего шиберное устройство 22 закрывается.
Пескомет 2 совершает возвратнопоступательное движение и заполняет верхнюю опоку 15 формовочной смесью.
Заформованная нижняя опока 14 выталкивается штоком пневмоцилиндра (не показан) из кантовально-вытяжного устройства 4 и на ее место поступает следующая пустая опока. Движение опок осуществляется по кромочным рольгангам 12 и 13, установленным внутри кантовально-вытяжного устройства 4, перед ним и позади него.
После набивки верхней опоки 15 и замены нижней заформованной опоки 14 пустой опокой производится поворот кантовально-вытяжного устрой3968
ства 4 на 180
после чего гшкл помторяется.
Поворот кантовально-вытяжного устройства 4 осуществляется с помо5 шью качающегося пневмоцилиндра 9, который поворачивает на 90° рычаг 10, связанный шарнирно с зубчатым колесом 8. Передаточное число зубчатых колес 7 и 8 равно 1:2, Таким образом, 0 при повороте зубчатого колеса 8 на 90 зубчатое колесо 7 поворачивается вместе с кантовально-вытяжным устройством 4 на 180 .
Кантовально-вытяжное устройство 15 4 в каждом цикле совершает возвратно-поворотное движение в вертикальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Зажимное устройство для опоки и подмодельной плиты | 1980 |
|
SU939163A1 |
| Формовочный автомат | 1974 |
|
SU508329A1 |
| Карусельно-челночная формовочная машина | 1987 |
|
SU1444059A1 |
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| ПЕСКОМЕТ | 1991 |
|
RU2033884C1 |
| Устройство для кантования и протяжки крупногабаритных литейных форм | 1980 |
|
SU954174A1 |
| Четырехпозиционная карусельная машина опочной формовки | 1986 |
|
SU1430178A1 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ,содержащая подвижный в горизонтальной плоскости пескомет, кантовально-вытяжное устройство, состоящее из двух торцовых дисков, установленных на катках и имеюICECOroSHAi - I 1ч Ti -i; it4ECi(A8 щих привод поворота в вертикальной плоскости,между которыми симметрично относительно оси их поворота распо- ложены две секции рольгангов, укрепленных на установленных между дисками распорных балках, и поршневые приводы для вытяжки модельных комплектов с подмодельной плитой, о тли чающая с я тем, целью повьщ1ения производительности и сокращения производственной площади, широкозахватный пескомет смонтирован над кантовально-вытяжным устройством, двусторонняя подмодельная плита расположена между секциями рольгангов, корпуса упомянутых поршневых приводов укреплены на распорных сл балках, а цх штоки жестко связаны с подмодельной плитой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог НИИМАШ | |||
| Вып | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
