93241 2 7 f
/. /
iO
1 14 iZ /3 у /3 id f5
о
Фaa.i
f/
i8
Ч
сд
05
о
Изобретение относится к литейному производству, в частности к линиям для изготовления литейных форм в литейных цехах.
Цель изобретения - повышение производительности.
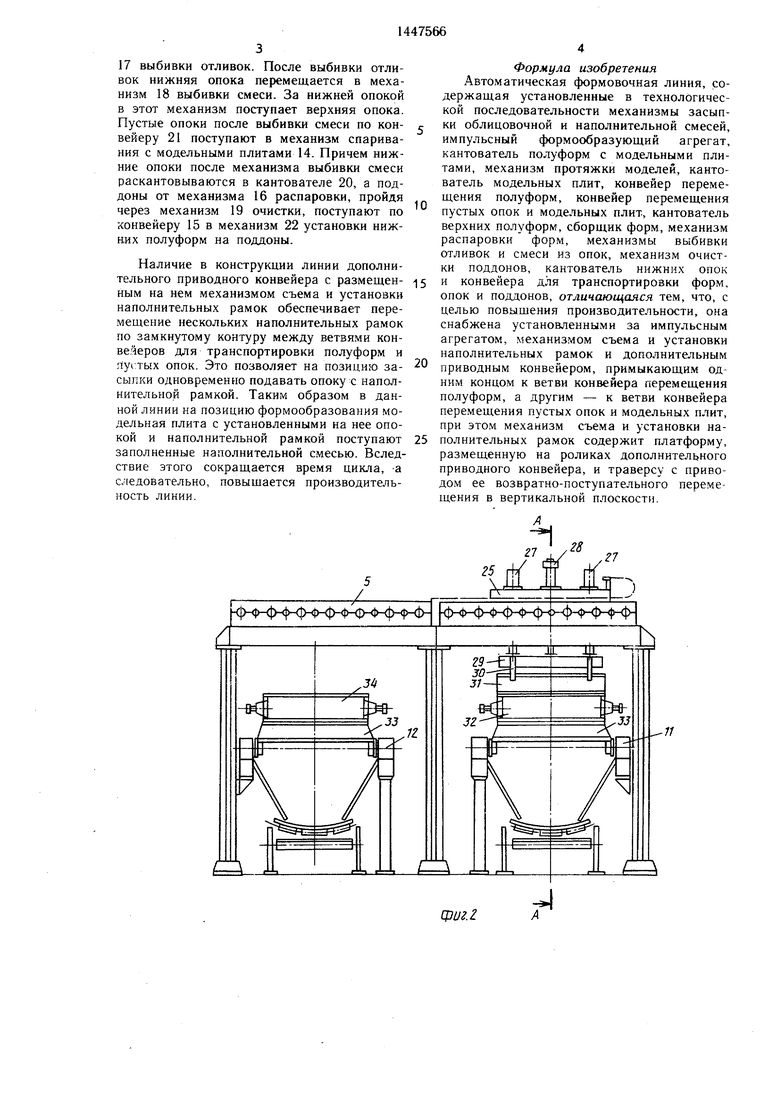
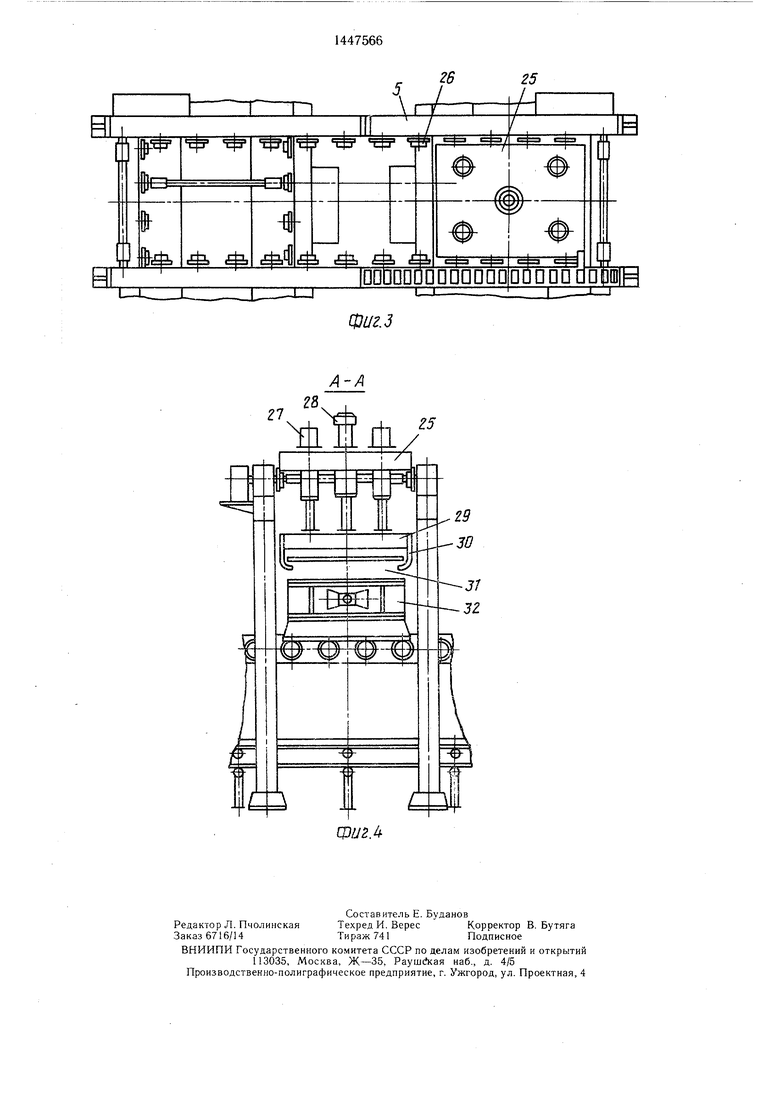
На фиг. 1 изображена линия; на фиг. 2 - механизм съема и установки наполнительных рамок с дополнительным приводным конвейером; на фиг. 3 - механизм съема и установки наполнительных- рамок, вид в плане; на фиг. 4 - разрез А-А на фиг. 2.
Автоматическая формовочная линия для изготовления литейных форм содержит механизм 1 засыпки облицовочной смеси, механизм 2 засыпки наполнительной смеси, импульсный формообразующий агрегат 3, механизм 4 схема и установки наполнительных рамок, дополнительный приводной конвейер 5, кантователь 6 полуформ с модельными плитами, механизм 7 протяжки моделей, кантователь 8 модельных плит, кантователь 9 верхних полуформ, сборщик 10 форм, конвейер 11 перемещения полуформ, конвейер 12 перемещения пустых опок и модельных плит, конвейер 13 перемещения форм, спариватель 14 модельных плит с опоками, конвейер 15 перемещения поддонов, механизм 16 распаровки форм, механизм 17 выбивки отливок, механизм 18 выбивки смеси, механизм 19 очистки поддонов, кантователь 20 нижних опок, транспортная ветвь 2 опок, механизм 22 установки нижних полуформ па поддоны, конвейер 23 нижних полуформ, конвейер 24 верхних полуформ.
Механизм 4 съема и установки наполнительных рамок состоит из платформы 25 (фиг. 2), размещенной на роликах 26, дополнительного приводного конвейера 5, одним концом примыкающего к ветви конвейера И перемещения полуформ, а другим - к ветви конвейера 12 перемещения пустых опок и модельных плит. Платформа 25 кинематически связана через направляющие 27 и гидропривод 28 с траверсой 29, на которой закреплены захваты 30 для наполнительной рамки 31, снимаемой с полуформы 32, стоящей на модельной плите 33 и устанавливаемой на опоку 34, находящуюся также на модельной плите 33.
Автоматическая формовочная линия работает следующим образом.
Пустые опоки с участка выбивки по транспортной ветви 2 поступают на конвейер 12 перемещения пустых опок и модельных плит. За опокой на этот же конвейер 12 с конвейера 11 перемещения полуформ поступает модельная плита 33.
В механизме 14 спаривания вначале поднимается Г1оступившая в него опока, а затем по конвейеру на эту позицию поступает модельная плита. На нее опускается опока и комплект (модельная плита с опокой) поступает на позицию установки наполнительной рамки под дополнительный приводной конвейер 5. После этого траверса 29 механизма съема и установки наполнительной рамки 4 поднимается гидроцилиндром 28 и своими захватами 30 поднимает за. фланец наполнительную рамку 31, установленную на полуформу 32.
После подъема (съема) наполнительной рамки 31 платформа 25 с траверсой 29 и наполнительной рамкой 31 перемещается по
0 роликам 26 приводного дополнительного конвейера 5 на позицию конвейера перемещения пустых опок и модельных плит 12. На этой позиции траверса 29 с наполнительной рамкой 31 опускается, в результате чего напол5 нительная рамка устанавливается на опоку 34, стоящую на модельной плите 33. После , установки наполнительной рамки на опоку траверсу 29 с платформой 25 перемещают по дополнительному конвейеру 5 с позиции конвейера 12 в нейтральную зону
0 между конвейерами 12 и 11. Траверса находится в этой зоне до прихода по конвейеру 11 полуформы 32 на эту позицию, платформу 25 перемещают также на эту позицию и траверса 29 своими захватагч5И 30 заходит
5 под фланец наполнительной рамки 31, затем траверса nf-ремещается вверх с наполнительной ра.Уп.ой, снимая ее с патуформы, и цикл повторяется.
При этом при перемещ.ении траверсы
0 вверх модельная плнта 33 с опокой 34 и установленной на них наполнительной рамкой 31 перемещаются на позицию механизма 1 засыпки облицовочной смеси. После засыпки облицовочной смеси комплект по конвейеру перемещается на позицию меха5 низма 2 засыпки наполнительной смеси, затем комплект (модельная плита, опока, наполнительная рамка) с засыпанной наполнительной смесью пере. лещается на позицию импульсного формообразующего агрегата 3.
0 После уплотнения смеси комплект перемещается на позицию механизма съема наполнительной рамки. Как только наполнительная рамка с комплекта снимается, полуформа 32 с модельной плитой 33 перемещается в кантователь 6. Скантованный комплект поступает в механизм 7 протяжки моделей. Пос.-;е протяжки (выемки) модели модельная плита поступает в кантователь 8, а из него на конвейер 12. Полуформы, (нижние) после протяжки перемещаются в ме0 ханизм 22 установки их на поддоны, а затем по конвейеру 23 - в сборшдк Ш. Кроме того, в сборщик также поступают верхние полуформы по конвейеру 24. В сборщике формы собираются и по конвейерам 13 поступают на участок заливки их металом и охлаж5 дения. Остывщие формы поступают на участок выбивки, где механизмом 16 распаровки форм верхняя полуформа снимается, а нижняя с отливкой поступает в механизм
5
17 выбивки отливок. После выбивки отливок нижняя опока перемещается в механизм 18 выбивки смеси. За нижней опокой в этот механизм поступает верхняя опока. Пустые опоки после выбивки смеси по кон- вейеру 21 поступают в механизм спаривания с модельными плитами 14. Причем нижние опоки после механизма выбивки смеси раскантовываются в кантователе 20, а поддоны от механизма 16 распаровки, пройдя через механизм 19 очистки, поступают по конвейеру 15 в механизм 22 установки нижних полуформ на поддоны.
Наличие в конструкции линии дополнительного приводного конвейера с размещен- ным на нем механизмом съема и установки наполнительных рамок обеспечивает перемещение нескольких наполнительных рамок по замкнутому контуру между ветвями конвейеров для транспортировки полуформ и nyi тых опок. Это позволяет на позицию за- сыпки одновременно подавать опоку с наполнительной рамкой. Таким образом в данной линии на позицию формообразования модельная плита с установленными на нее опокой и наполнительной рамкой поступают заполненные наполнительной смесью. Вследствие этого сокращается время цикла, -а следовательно, повышается производительность линии.
0
5 5
Формула изобретения Автоматическая формовочная линия, содержащая установленные в технологической последовательности механизмы засыпки облицовочной и наполнительной смесей, импульсный формообразующий агрегат, кантователь полуформ с модельными плитами, механизм протяжки моделей, кантователь модельных плит, конвейер перемещения полуформ, конвейер перемещения пустых опок и модельных плит, кантователь верхних полуформ, сборщик форм, механизм распаровки форм, механизмы выбивки отливок и смеси из опок, механизм очистки поддонов, кантователь нижних опок и конвейера для транспортировки форм, опок и поддонов, отличающаяся тем, что, с целью повыщения производительности, она снабжена установленными за импульсным агрегатом, механизмом съема и установки наполнительных рамок и дополнительным приводным конвейером, примыкающим одним концом к ветви конвейера перемещения полуформ, а другим - к ветви конвейера перемещения пустых опок и модельных плит, при этом механизм съема и установки наполнительных рамок содержит платформу, размещенную на роликах дополнительного приводного конвейера, и траверсу с приводом ее возвратно-поступательного переме- 1цения в вертикальной плоскости.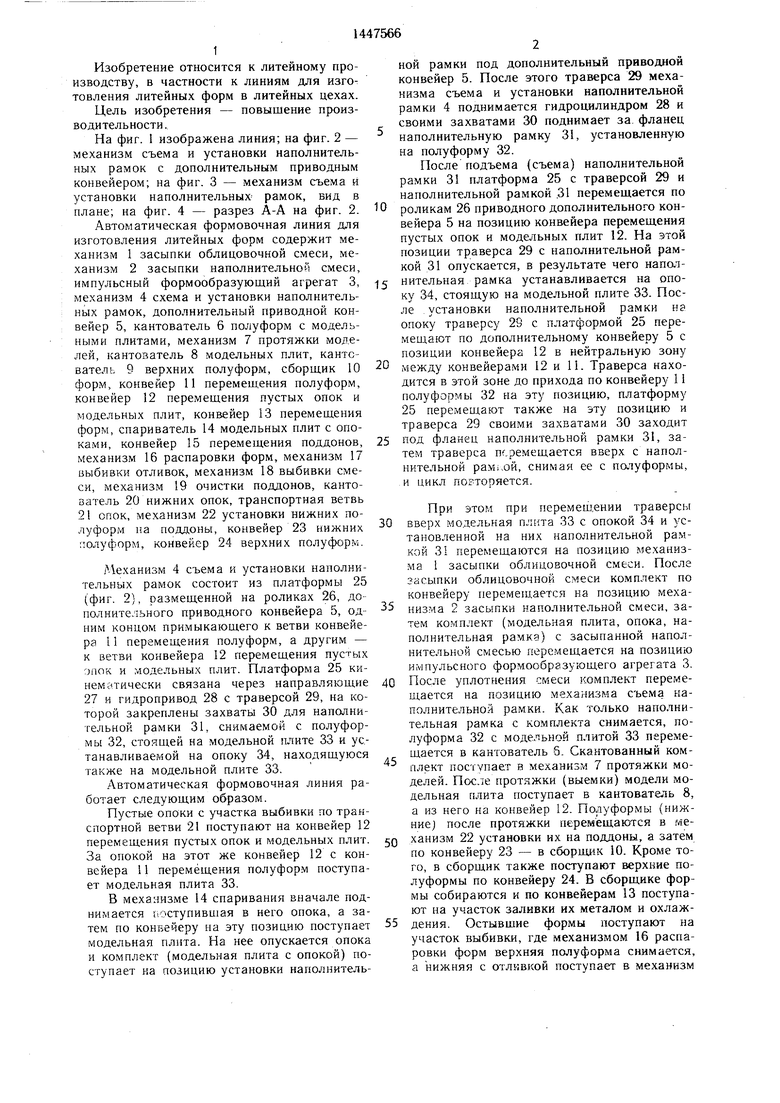
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Автоматическая литейная линия | 1982 |
|
SU1060308A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Распаровщик-кантователь опок | 1980 |
|
SU1069946A1 |
| Автоматическая литейная линия | 1988 |
|
SU1675051A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Формовочный автомат | 1989 |
|
SU1676744A1 |
Изобретение относится к лИ ниям для изготовления литейных форм в литейных цехах. Цель изобретения - повышение производительности. Автоматическая формовочная линия содержит установленные в технологической последовательности механизмы 1 и 2 засыпки облицовочной и наполнительной смесей, импульсный формообразующий агрегат 3, кантователь 6 полуформ с модельными плитами, конвейер 11 перемещения полуформ, конвейер 12 перемещения пустых опок и модельных плит. Новым является то, что линия снабжена установленными за импульсным агрегатом 3 механизмом съема и установки 4 наполнительных рамок и дополнительным приводным конвейером 5, примыкающим одним концом к ветви конвейера 11 перемещения полуформ, а другим к ветви конвейера 12 перемещения пустых опок и модельных плит, при этом механизм 4 съема и установки наполнительных рамок выполнен в виде платформы, размещенной на роликах дополнительного приводного конвейера, и оснащен траверсой, взаимодействующей с приводом ее возвратно-поступательного перемещения в вертикальной плоскости. 4 ил. € (Л
фиг. г
фиг.З
11
гз
ЖЖЖу
| Автоматическая формовочная линия | 1980 |
|
SU910358A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
