цесс разогрева кромок изделия и плавления электродной проволоки).
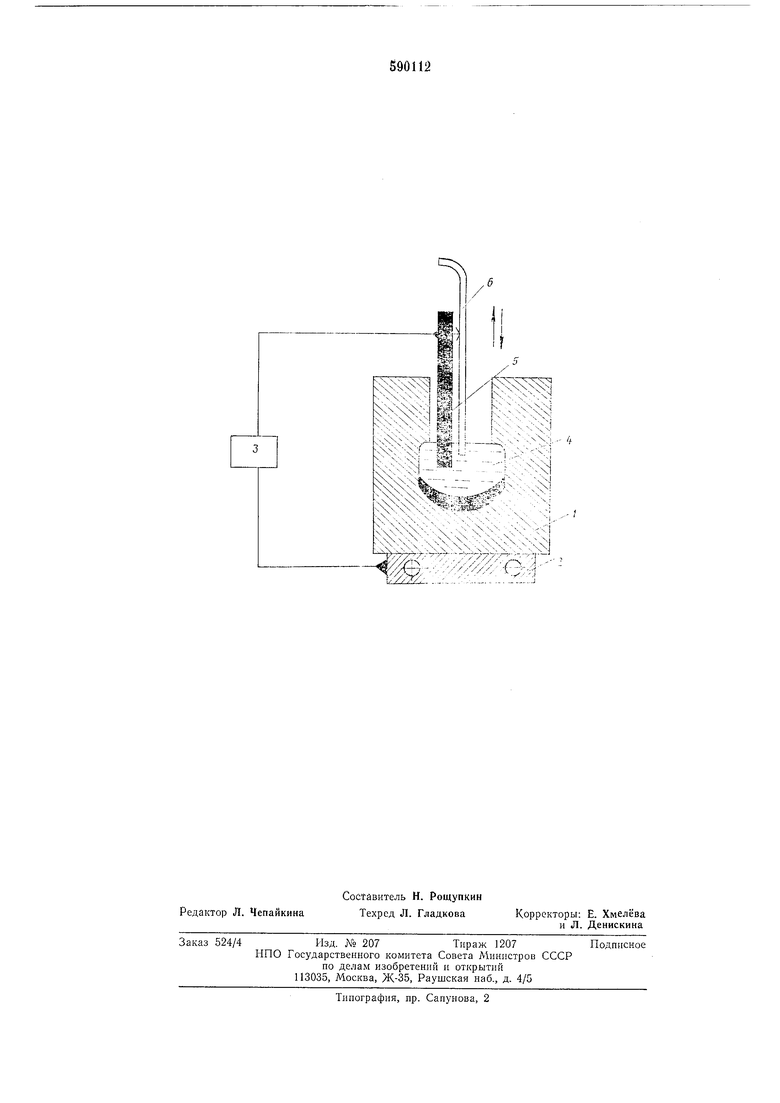
При минимальном погружении неплавящегося электрода 5 в шлаковую ванну 4 вводится минимальное количество энергии вследствие того, что уменьшается проводимость участка: источник питания - шлаковая ванна - металлическая ванна и температура шлаковой ванны в это время достигает наибольшего значения (интенсивно идет процесс разогрева кромок изделия и плавления электродной проволоки).
При минимальном погрул ении неплавяш,егося электрода 5 в шлаковую ванну 4 вводится минимальное количество энергии вследствие того, что уменьшается проводимость участка; источник питания - шлаковая ванна - металлическая ванна и температура шлаковой ванны в это время достигает наименьшего значения (интенсивно идет кристаллизация металла шва).
Таким образом, периодическое изменение глубины погружения неплавяш,егося электрода в шлаковую ванну приводит к периодическому изменению вводимой в шлаковую ванну энергии и температуры шлаковой ванны. При правильно выбранной частоте это приводит к повышению качества сварного соединения.
Кроме того, периодическое -изменение энергии при сварке за счет периодического изменения глубины погружения неплавяш,ихся электродов в шлаковую ванну помимо обш,его снижения расхода электроэнергии в связи с исключением потери ее в регулирующих устройствах модуляции энергии (поскольку модуляция энергии происходит непосредственно в шлаковой ванне, то не происходит ее непроизводительного расхода) приводит к усилению металлургической обработки расплавленным флюсом плавящегося электродного металла за счет дополнительного перемешивания шлаковой ванны неплавящимся электродом, что повышает качество наплавленного металла.
Процесс сварки может осуществляться также с помощью двух неплавящихся электродов, располагаемых у кромок свариваемого изделия.
Усиление прогрева шлаковой ванны по высоте у кромок свариваемого изделия за счет расположения периодически перемещающихся неплавящихся электродов в шлаковой ванне у свариваемых кромок приводит к улучшению внешнего формирования шва и ускоренному расплавлению свариваемых кромок, что позволяет повысить скорость подачи электродной проволоки и, как следствие, производительность процесса сварки.
Предлагаемый способ был апробирован в лабораторных условиях при сварке образцов из стали ЭИ-703 толщиной 40 мм, заваренных с применением неплавящихся водоохлаждаемых электродов диаметром 8 мм и электродной проволоки диаметром 3 мм на флюсе АПФ-7; источник питания ТШС-3000. Напряжение рабочее 20 в. Скорость подачи
электродной проволоки - 245 м/час.
Величина периодического погружения неплавящихся электродов в шлаковую ванну составляла мм; мм, что приводило к изменению тока с а
до а.
Исследование вырезанных микро- и макрошлифов из сварных образцов, заваренных на указанном выше режиме, показало отсутствие трещинообразования в шве и околошовной
зоне, измельчение кристаллов металла шва.
Механические испытания образцов показали повышение свойств сварного соединения.
При сварке на режимах с максимальным изменением вводимой энергии за счет циклического погружения неплавящихся электродов в шлаковую ванну у свариваемых кромок изделия улучшается внешнее формирование сварного соединения.
Формула изобретения
Способ электрошлаковой сварки по авт. св. N° 474411, отличающийся тем, что, с целью повышения качества сварного соединения и экономии электроэнергии, изменение вводимой энергии осуществляют путем периодического изменения величины погружения в шлаковую ванну неплавящегося электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ легирования металла при электрошлаковом процессе | 1974 |
|
SU538861A1 |
| Способ электрошлаковой сварки | 1977 |
|
SU659321A1 |
| Способ электрошлаковой сварки | 1978 |
|
SU753572A1 |
| Способ вертикальной сварки открытой дугой | 1980 |
|
SU927441A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2014979C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| Способ электрошлаковой сварки комбинированными электродами | 1978 |
|
SU753571A1 |
| Способ исследования свойств сварного соединения | 1978 |
|
SU747658A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |