1
Изобретение касается производства многослойных материалов с рельефными покрытиями, необходимых для различ ных отраслей народ ного хозяйства, в том числе электронной и электротехнической промышленности.
Известен один из наиболее распространенные способов получения фасонного биметаллического профиля, пр1И котором фасонньгй алюмИНиевый и стальной профиль поступает в прокатные валки, где происходит сжатие алюмикиезого профиля вокруг ласточкиного хвоста стального профиля 1.
Однако подготовка к осуществлению этого способа обладает высокой трудоемкостью и не может Обеспечить получение Миогослойиых лент с несколькими рельефиыми покрытиями.
Целью ивОбретенИЯ является повышение производительности и обеспечение получения профильных материалов.
Для этого по предлагаемому способу из готовления многослойных материалов, заключающемуся в соЕместпой пластической деформапии в валковом калибре заготовок покрытия и подложки, заготовки покрытия берут щириной, равной ширине калиб;ра, и размещают их в калибре, а заготовку подложки располагают между гладкими поверхностями бочек валков и заготовками покрытия.
На фиг. 1 представлена схема получения материала по предлагаемому способу; на
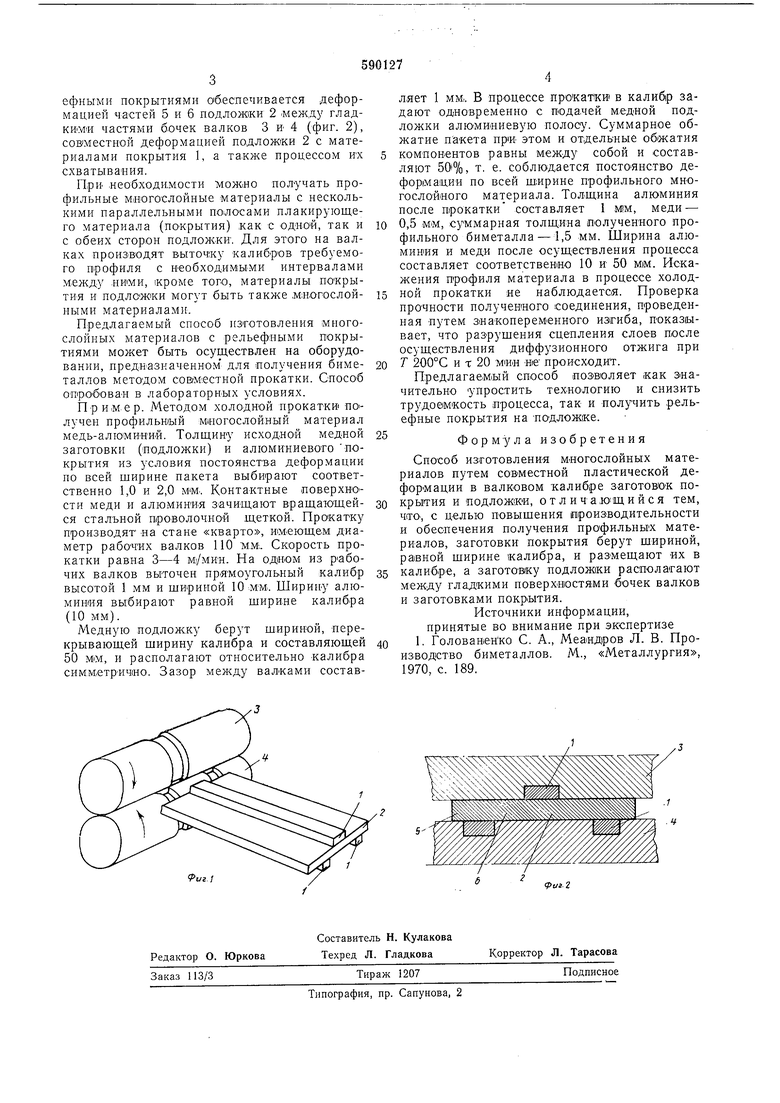
фкг. 2 - сечение мкогсслойного материала с рельефными пскрытиямп и валков с калибрами.
Способ изготовления многослойных профильных материалов осуществляется следуюш,им образом.
На валках вытачиваются калибры соответствующей ширины И высоты. Соедипяемы-е поверхности плакирующего материала - покрытия 1 - и подложки 2 подвергаются обработке вращающейся проволочаюй щеткой или другими способами (прокаливание, пескоструйная o6pai6oTKa и др.).
Подготовленную таким образом заготовку металлов покрытия устанавливают неред калибрами валков 3 и 4 (CMI. фиг. 1). Толщину исходных компонентов во избежание искажения профиля и ухудшения схватывания выбирают так, что в процессе их совместной прокатки обеспечивается равномерность деформации пакета по всей его ширине. Ширину материала покрытия выбирают равной ширине калибров, в которых материал деформируется в процессе прокатки. Одновременно с материалом покрытия в валки 3 и 4 задают материал подложки, который должен перекрывать протяженность калибров на обоих валках и располагаться между гладкими частям,и бочек валков и материалом покрытия. Получение многослойного материала с рель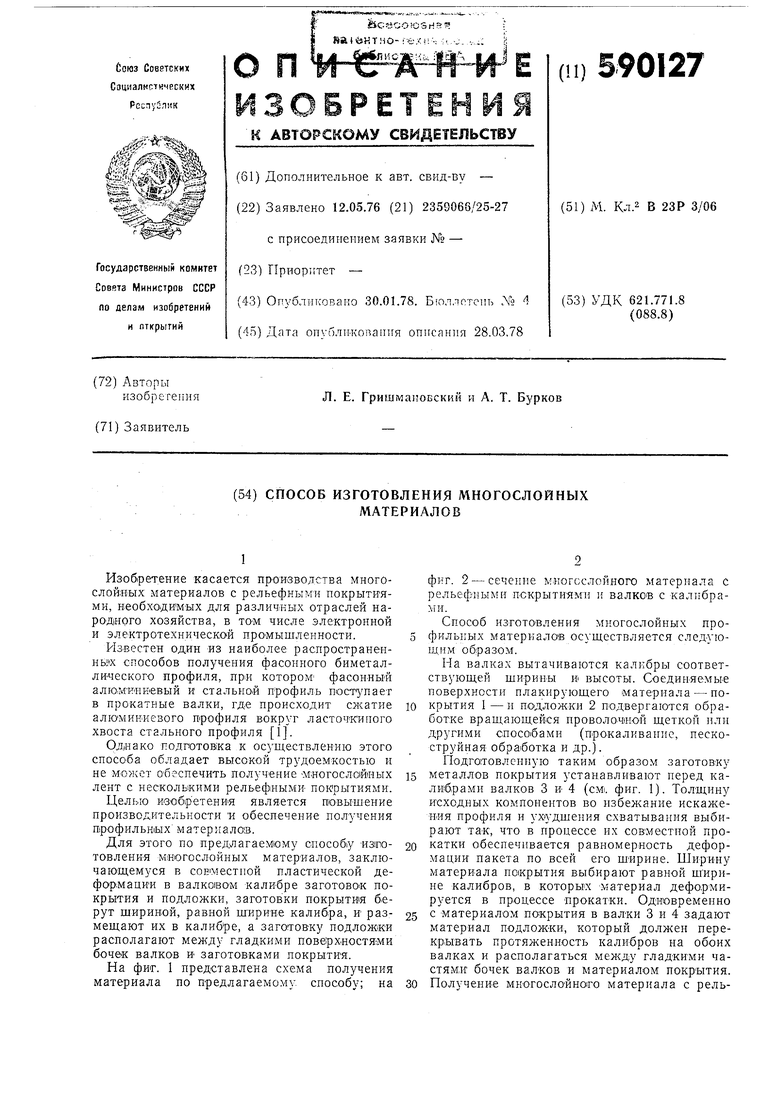
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНОЙ ЛЕНТЫ | 1992 |
|
RU2019373C1 |
| Способ получения многослойных материалов | 1976 |
|
SU593887A1 |
| Способ получения многослойных материалов | 1978 |
|
SU719851A1 |
| Способ получения многослойных материалов с полосчатыми покрытиями | 1978 |
|
SU718246A1 |
| Способ изготовления многослойных материалов | 1975 |
|
SU558772A1 |
| ПРОКАТКА УГЛОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2530682C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| Способ получения многослойных материалов | 1974 |
|
SU496152A1 |
| Способ изготовления труб с продольными наружными ребрами | 1977 |
|
SU738714A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
