(54) УНИВЕРСАЛЬНЫЙ ШТАМП

| название | год | авторы | номер документа |
|---|---|---|---|
| Обтяжной пуансон | 1986 |
|
SU1433545A1 |
| Штамп для гибки труб | 1976 |
|
SU638401A1 |
| СПОСОБ СБОРКИ НАКОНЕЧНИКОВ С ПУСТОТЕЛЫМ ЭЛАСТИЧНЫМ СТЕРЖНЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1780256A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| ЗАГОТОВКА ДЛЯ ИЗДЕЛИЯ С ПОДНУТРЕНИЕМ, СПОСОБ И ИНСТРУМЕНТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2043181C1 |
| ЛИСТОГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УВЕЛИЧИВАЮЩИМСЯ РАДИУСОМ КРИВИЗНЫ | 2014 |
|
RU2569864C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ И УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323795C2 |
| Штамп для гибки | 1979 |
|
SU845972A1 |
| Устройство для гибки | 1973 |
|
SU653002A1 |
| Универсальный гибочный штамп | 1978 |
|
SU766706A1 |
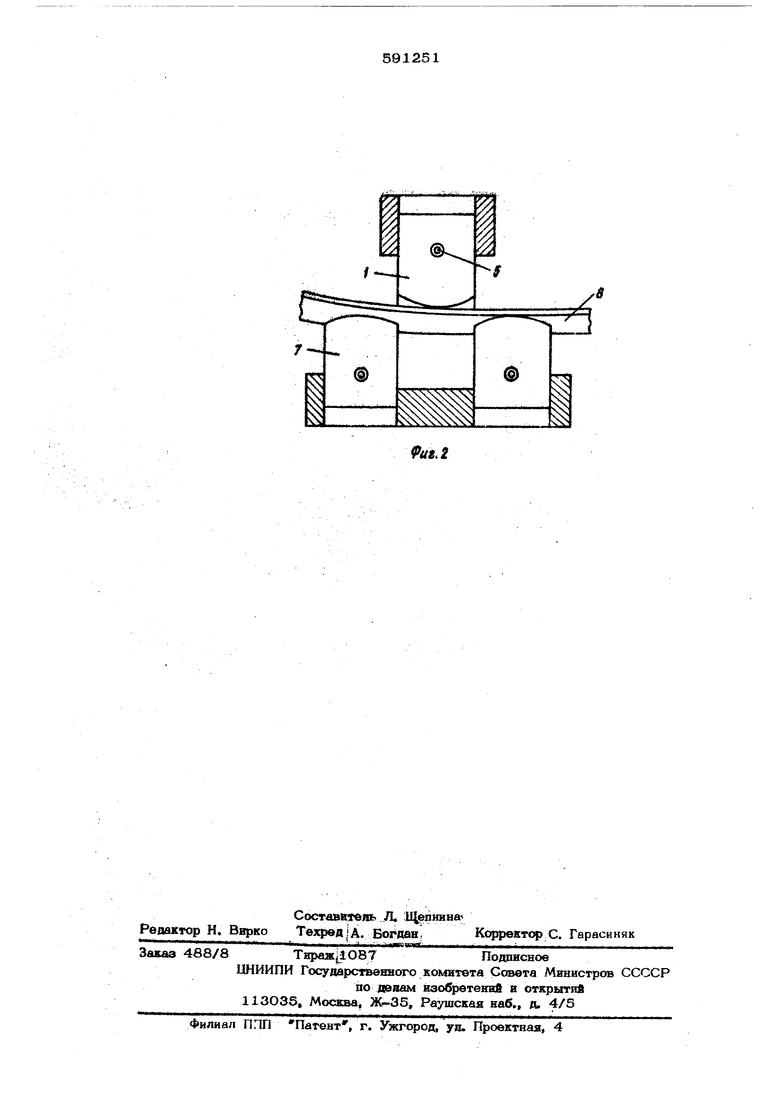
Изобретение относится к обработке метаппов давлением, в частности к технологической оснастке ипя( хоподвой листовой штамловкв, и может быть использовано в машиностроения. Известен штамп ij дпн формования крупвргабаритных панелей, содержащий матрицу в вид двух параллельно установленных опор ц формующий пуансон, ширина которого равна расстоянию между опорами, причем пуан сон и матрица выполнены секционными с воэмохсностью регулировки кривизны. Однако переналадка такого штампа на щзугую кривиз ну - сложный процесс. Известен универсальный штамп дпя гибки рабочие инструменты которого выполнены в виде пластин, смонтированных в корпусе, набранных на трос и связанных с узлом его . При гибке пластины взаимодействуют с шаблоном, задающим форму изгибаемых деталей. Известен универсальный штамп ,рабочие 1анструменты которого вынопнены в виде набранных на жесткие стержни., пластин смонтированных в разъемном корпусе и ев занных с узлами зажима пластин. Однако использовать этИинструменты оля изг.отов/ieния деталей заданной кривизны нeльзлf2J;, С хсёлью обеспечений изготовления дета- пей одинарной,кривизны стержень выполнен, упругим, а узлы зажима пластин смещены относительно него. С целью изготовления детали двойной кривизны пластины выпол)® ны с профилированными торцами. На фиг. 1 показан штамп, ойЙий виду на фиг. 2 - штамп для формования-панелей по участкам. Штамп содержит пуансон 1 и матрицу 2, выполненные в виде набсфа пластин 3, смонтированных в разъемном корпусе 4. Пластины набраны на упругий стержень (амортизатор) 5, вьшолненный в виде резиновых нитей, размещенных в оболочке из текстильной оплетки На корпусе установлены узлы 6 зажима пластин в виде винтовой пары, смещенные относительно стержня 5. Узлы зажима 6 могут быть установлены с четырех стс,он. корпуса. Торцы пластин могуУ: быть прямь ми или профилированными.
Matpvna 2 может Лыггь выпопнена в вадй состоящих из набора ппастин двух ottop 7«. р спЬпожвлШЫх одна относительно другой на риасстоянин, равном ширине рабочей ,частя пуансона 1.S
Регулировка на требуемую i кривизну осдгч, шествпяется путем смещения ппастин 3 отяоситеоьно орут друга по шабпону детапи 8 И Производится следующим офазом.
На матрицу 2 накпадьюают шаблон дета- Ю пи 8 и вдавливают, при этом пластины 3 поджимаются aMqpTH3aTopOM 5 к шаблону, ефинимая его . В таком положении пластины 3 фиксируются ,,зажимным ; устройством в, Ана1югично образуют форму пуансона. В спучае обратно гибки шаблон накладывают с стороны матрицы и пуансона, для чего их корпусы выполнены открытыми с обеих сторон. Установка корпусов пуансона н матрицы производится на магнитных плитех пресса, (юры 7 матрицы устанавливаются так, чтобы набор пластин 3 пуансона находился между наборами пластин 3 опор 7 матрицы 2. При даижении вниз пуансон вна чале изгибает заготовку в поперечном,напра&- пении при дальнейшем, движении пуансон из-t гибает заготовву в продольном напраьлении. Радиус изгиба в поперечном направлении
зависит от настройки наборов пластин.а изгиб в продольном направлении зависит от величины углубления пуансона в матрицу.
Формула и 3 о б р е т„в н Ж я,
Источники информации, ;1Чрйнятыв во внй мание при экспертизе:
«г. /
