(54) ШТАМП ДЛЯ ГИБКИ ТРУБ

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки труб | 1977 |
|
SU740345A2 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНУСОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2011455C1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
| Штамп для обтяжки с растяжением листовых деталей | 1989 |
|
SU1690902A1 |
| Штамп для резки Z-образных профилей | 1986 |
|
SU1424991A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ ИЗ КОРОТКИХ ТОЛСТОСТЕННЫХ ТРУБ В ШТАМПЕ | 2005 |
|
RU2312727C2 |
| Заготовка для изготовления штамповок с фланцем и ступицей | 1973 |
|
SU616019A1 |
| Штамп для правки труб | 1980 |
|
SU1005976A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
1
Изобретение относится к обработке метаипов давлением, в частности к устроствам дпя г йки труб.
Известен штамп для гибки труб, содержащий матрицу с кршэопинейным ручьем Ш.
Однако такой штамп не обеспечивает качественной гибки труб с малой относительной толшиной стенки.
Известен также штамп для гибки труб, содержащий пуансон, направляющий ципиндр, матрицу с криволинейным ручьем 2
Недостатком данного штампа являет ся сложность конструкции матрицы, обусловленная ее металлоемкостью, высокой трудоемкостью иэготовпения и доработкой с учетом упругой отдачи. Указанный недостаток становится особенно ощутимым при гибка труб значительных диаметров. К недостаткам необходимо отнести также невозможность подвода смазки непосредственно в ручей матрицы, что снижает качество изделия.
Целью изобретения 51Вляется упрощение конструкции штампа и повышение качества изделия.
Зто достигается тем, что матрица выполнена в виде установленных с возможностью перемещения одна относительно другой набора пластин со сквозными отверстиями, образующими криволинейный ручей, а боковые пов хности отверстия в каждой пластине образованы вращением обращенной выпуклостью к дантру отверстия дуги с радиусом, меньшим минимального радиуса продольной кривизны изделия, взятого с учетом упругой отдачи, вокруг касательной к кривой, являющейся геометрическим местом центров окружности, образующей ручей матрицы, причем точка касания расположена на середине высоты пластины, а центр радиуса дуги лежит в плоскости, перпендикулярной к касательной и проходящей через точку касания и центр крЕШизны ручье.
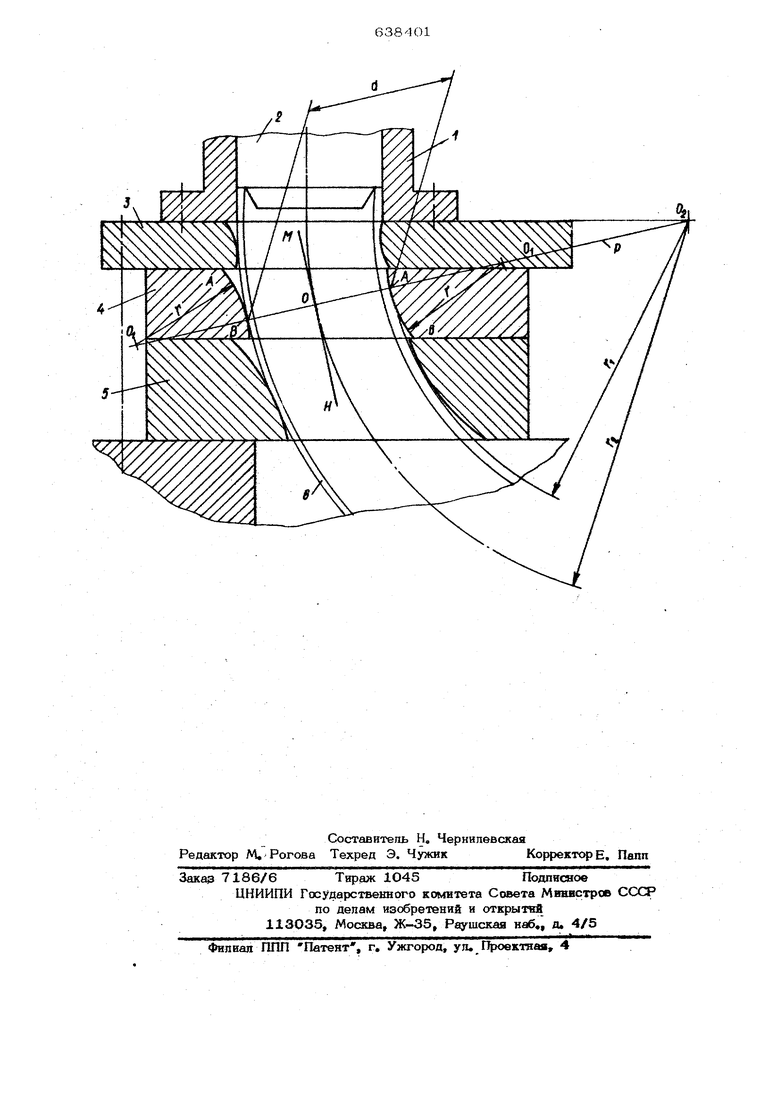
Углы между плоскостями, в которых лежат центры радиусов дуг, образующих стенки отверстия в пластинах, составлйют 3-7. На чертеже изображено схематично предпагаемое устройство. Штамп содержит основание, направляю Ший ципнндр i с установленным в нем пуансоном 2, матрицу, состоящую на пластин 3,4,5 с отверстиями. Пластины 3,4,5 расположены относительно друг друга теж, что их отверстия образуют криволинейный ручей. Поверхности отверстия в каждой пластине очерчены следующим образом Дуга АВ, образующая стенки отверстия в пластине 4, выпуклостью обращена к центру этого очщерстия. Beличина радиуса г этой дуги меньше минимального радиуса г продольной кривизны изделия, взятого с учетом упругой отдачи Дуга АВ образует стенки отвер стия в йластвне 4 вращения вокру прямой МН, касательной к кривой радиуса являюишйсв геометрическим Мвстом центров окружности диаметра 4 , образующего ручей матрицы. Точка касания расположена на середине BMCotbi пластины 4, а ентр О радиуса к з6rги АВ лежит в плоскости Р (на чертеже фронтальный спад), перпендикувярной к касательной МН и проходяшей через точлу ка сания О и центр кривизны ручья О2. Углы между плоскостями, в которых пежат иеетры радиусов дуг, образующих стенки отеерстий в пластинах, составляют 3-7 (на чертеже не показано). Камо дая из пластин на одной иа плоскостей, контактирующей с соседней пластиной, имеет радиально распоцоженн7ю канавку для смазки (на чертеже не показано). Штамп рей5офвефеяед гющим образом. Заготовка 6,-размещенная s направляющем цияинлфе 1, нод действием вуансона 2 перемещается в MatfiHia i, в через канавки подается смазку нв(ходимости изменнть кривизну ручья ослабляется креапеше верхней пйастнны 3 К осясжанщо фбиаводатся перемещение пластин 4 и S и закрепление пластины 3 к основанию, пе ремешения пластин определяются формой по)вврхности стенок их о сверстш, Выполнение матрицы штампа в виде набора пластин со сжвозшдми о1 ве { сгиямн, KOTOpwe установпены с воаможнвстьа относительного перемещения, в пркдаНне стенкам отверстий пластин в сечении фор мы дуги, обращенной выпу клостш) к цент ру отверстия, позволяет изменить кривизну ручья, т.е, снизить трудоемкость доработки штампа с учетом упругой отдачи изделия, и повысить качество изделия. Простота конструкции пластин матрицы по сравнению с криволинейным ручьем прототипа позволяет снизить трудоемкость изготовления штампа. Данная конструкция матрицы позволяет выполнить ручей матрицы меньшей высоты, чем в прото типе, без снижения качества изделия, что дает снижение металлоемкости штампа, Наличие на соприкасающихся плоскостях пластин радиально расположенных канавок позволяет подводить смазку в полость ручья, что повышает качество изделия. Формула изобретен и я 1, Штамп для гибки труб, содержащий расположенный в .направляющем цилиндре пуансон и матрицу с криволинейным ручьем,, о тличающийся тем, что, с целью упрощения конструкции и гюаышения качества гибки, матрица выполнена в виде установленных с возможностью перемещения одна относительно другой набора пластин со сквозными отверстиями, образующими криволинейный ручей, а боковые поверхности отверстия в каждой пластине образованы вращением обращенной выпуклостью к центру отверстия дуги с , меньшим минимальногч радиуса продольной кривизны изделия, взятого с учетом упругой отдачи, вокруг касательной к кривой, являющейся геометрическим местом центров окружности, образующей ручей матрицы, гфичем точка касания расположена на середине высоты ппастины, а центр радиуса дуги лежит в плоскости, перпендикулярной к касательной и проходящей через точку касания и центр кривизны ручья, 2, Штамп по , о т л и ч а ю щ н и с я тем, что углы между плоскостями, в которых лежат центры радиусов дуг, образующих стенки отверстия в пластинах, составляют 3-7, Источники информации, принятые во внимание при экспертизе: 1 Мещерин В, Т, Листовая щтамповка, атлас , М,, Машиностроение, 1075, с. 88, рис. 198, 2,, Горбунов Mi Н, Штамповка деталей из трубчатых заготовок, М,, ,
