4
СО
о:) ел
ел
, Изобретение относится к обработке Металлов давлением, в частности к устройствам для изготовления профиль ных деталей методами изгиба с растя- ясением, и может быть использовано в авиастроении, судостроенииs нефтяном химическом машиностроении. i Целью изобретения является сокра- шение трудоемкости переналадки и снижение расходов на оборудование за счет обеспе-чения возможности гибки-; растяжки на универсальных прессах.
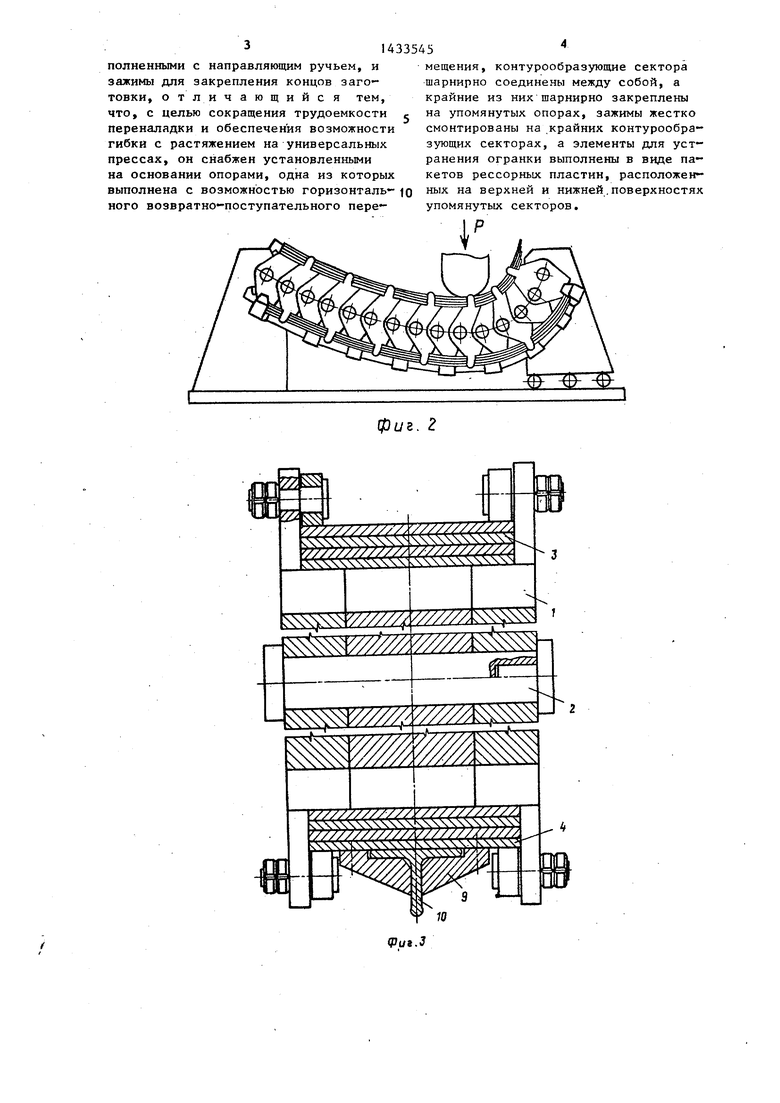
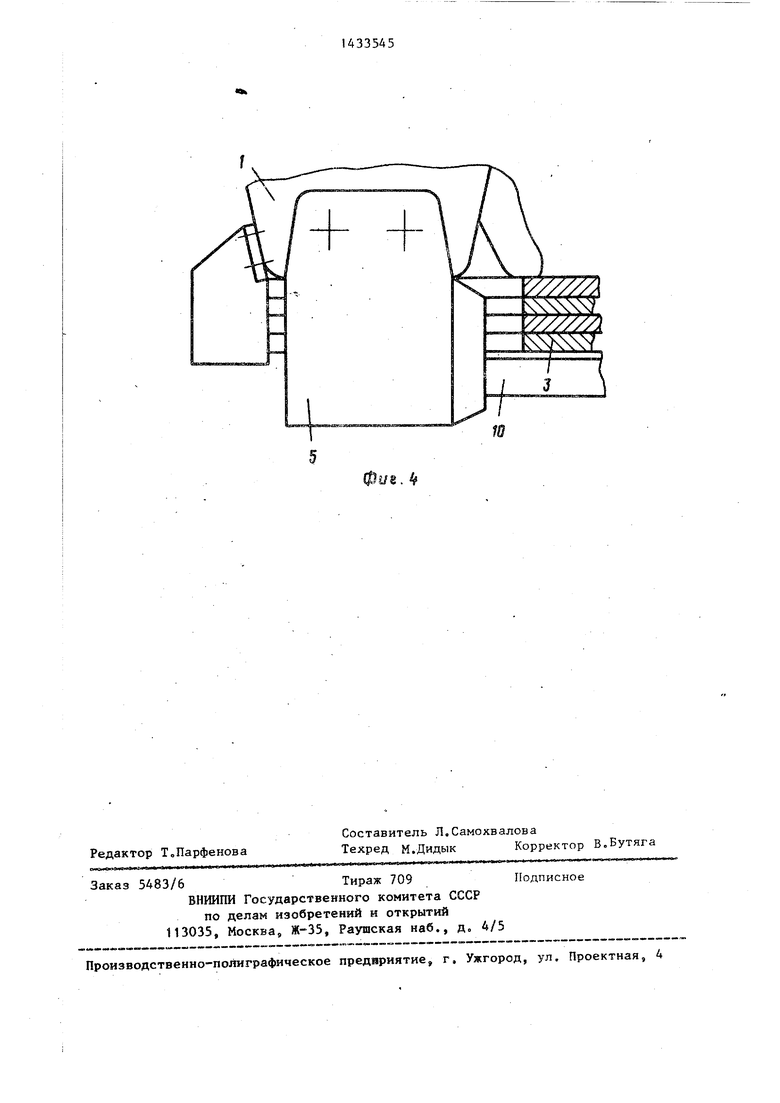
На фиГо показан предлагаемьш обтя тяжной пуансон при симметричном при- пожении внешней нагрузки общий вид; на фиг.2 - то же, при ас ш-шетричном приложении внешней нагрузки; на 1)иг.3 - разрез на фиг.| на J)Hr,4 ° захват с зоной крепления к Крайнему сектору,
j Обтяжной пуансон представляет 5ой упругую балкур состоящую из ногозвенника, набранного из конту- ообразующих секторов 1, шарнирно :оединенных между собой осями 2, огранкоустраняющих элементов, выпол- iiieHHbJX в виде верхнего 3 и нижнего 4 лакетов рессор, установленных т-гежду 5ОКОВЫМИ выступами контурообразующих секторов 1„ Крайние контурообразующие oaKTopbij на которых жестко смонтированы захваты 5, шарнирно закреплены подвижной 6 и неподвижной 7 опорах Основания 8, К нижней рессорной плас|гине, входящей в состав пакетов 4 рес |:ор, прикреплены профилированные на- | ладки 9s создающие направляющий ру. |1ей для изгибаемого профиля 10. 0с- ование 8 обтяжного пуансона имеет возможность произвольной установки на столе универсального пресса по отношению к исполнител7зному органу IK ,
Устройство работает следующим образомJ
В исходном положении упругая балка Прямолинейна, Концы профиля 10 закреп йяются в яа; ватах 5, Для предотвра- йения потери устойчивости стенок профиля 10 на нижней рессорной пластине (А) установлены профилированные по форме поперечного сечекия профяля 10 накладки 9 Положение обтяжного сона относительно исполнительного Органа 1 универсального гфесса опре- деляется требуемой формой контура Профиля, После закрепления профиля и установки обтяжного пуансона в требуг- емое положение на столе универсального пресса производят изгиб упругой балки посредством надавливания на нее исполнительным органом,1, При изгибе упругой балки линия, проходящая через центры осей 2, не меняет своей длины и приобретает криволинейную форму за счет взаимного поворота относительно осей 2 контурообразующих секторов 1, Плавность линии обеспечивается огранкоустраняющими элементами, выполненными в виде верхнего 3 и нижнего 4 пакетов рессор.
Профиль удален от нейтрального слоя деформаций упругой балки, совпадающего с линией5 которая проходит через центры осей 2, поэтому длина профиля при изгибе упругой балки увеличивается . Таким образом реализуется формообразование профиля по схеме изг гиб - растяжение. Съем профиля с обтяжного пуансона производится при неразгруженной упругой балке.
Применение предлагаемого пуансона наиболее целесообразно на предприятиях, изготавливающих гнутые профили большой номенклатуры по форме контура, так как он требует меньшей трудоемкости перенастройки при изготовлении деталей с разным контуром по сравнению с известным обтяжным пуансоном, где надо на столе (основании) оборудования выставлять по шаблону контурообразующие секторы. Здесь же только необходимо менять положение упругой балки по отношению к исполнительному органу пресса и величину опускания последнего. Обтяжной пуан сон позволяет снизить затраты на оборудование, поскольку дает возможность осуществлять гибку-растяжку на широко распространенных и менее дорогостоящих универсальных прессах, в . то время как гибка-растяжка с помощью известного пуансона предполагает использование дорогостоящего специального профилегибочнорастяжного пресса типа ПГР, В целом использование обтяжного пуансона ведет к сокращению сроков технологической подготовки производства к снижению затрат на оборудование
Формула изобретения
Обтяжной пуансон, содержащий набор контурообразующих секторов, установленных на основании и связанных с элементами для устранения огранки, вы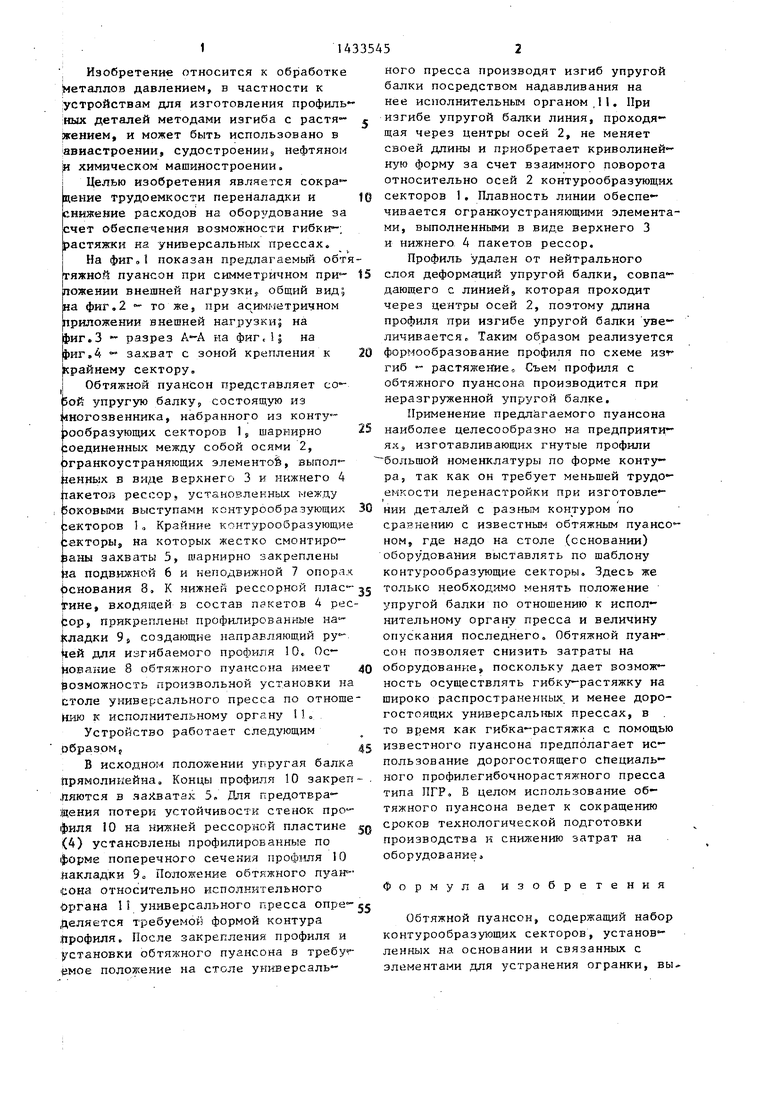
| название | год | авторы | номер документа |
|---|---|---|---|
| Растяжно - обтяжной пресс | 1989 |
|
SU1738426A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| ОБТЯЖНОЙ ПУАНСОН, МИНИМИЗИРУЮЩИЙ УСИЛИЕ, ЗАТРАЧЕННОЕ НА РАСТЯЖЕНИЕ ОБРАЗЦА В ПРОЦЕССЕ ГИБКИ С РАСТЯЖЕНИЕМ ПО РАБОЧЕЙ ЧАСТИ ОБТЯЖНОГО ПУАНСОНА | 2012 |
|
RU2517078C2 |
| Устройство для управления процессом формообразования | 1974 |
|
SU562346A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| Способ моделирования процессов обтяжки листовых деталей | 1984 |
|
SU1233987A1 |
| Рычажная балансирная подвеска последовательно расположенных осей колес транспортного средства | 1981 |
|
SU1655819A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ТОНКОЛИСТОВЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ ДВОЯКОВЫПУКЛОЙ ФОРМЫ | 2014 |
|
RU2573859C2 |
| Универсальный штамп | 1975 |
|
SU591251A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления профильных деталей методами изгиба с растяжением. Цель - сокращение трудоемкости переналадки и обеспечение возможности гибки с растяжением на универсальных прессах. Обтяжной пуансон представляет собой упругую балку, состоящую из многозвенника, набранного из контурообразующих секторов 1, шарнирно соединенных между собой осями 2, ограноустраняющих элементов, вьтолненных в виде верхнего 3 и нижне го 4 пакетов рессор, установленных между боковыми выступами контурообра- зующих секторов 1. Крайние контурооб- разующие секторы, на которых жестко смонтированы захваты 5, шарнирно закреплены на подвижной 6 и неподвижной 7 опорах основания 8. К нижней рессорной пластине, входящей в состав пакетов рессор 4, прикреплены профилированные наладки 9, создающие ручей для изгибаемого профиля 10. Обтяжной пуансон позволяет снизить затраты на оборудование, поскольку дает возможность осуществлять гибку-растяжку на униве рсальных прессах. 4 ил. (Л
фиг. г
У////Л
« ;о
| Громова А.Н | |||
| и др | |||
| Изготовление деталей из листов и профилей при серийном производстве | |||
| Пробочный кран | 1925 |
|
SU1960A1 |
