(54) АВТОМАТИЧЕСКИЙ СТЕЛЛАЖ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стеллаж для подачи пруткового материала в нагреватели | 1981 |
|
SU997923A1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
| УСТРОЙСТВО ЗАГРУЗКИ ТЕХНОЛОГИЧЕСКИХ МАШИН ДЛИННОМЕРНЫМИ ИЗДЕЛИЯМИ | 1998 |
|
RU2162781C2 |
| Автоматическая линия для горячей штамповки | 1977 |
|
SU700253A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Способ изготовления изделий, преимущественно трубчатых раскосов со сплющенными концами, и линия для его осуществления | 1989 |
|
SU1657270A1 |
| Устройство для отделения от пакета и подачи в зону обработки штучных длинномерных заготовок | 1979 |
|
SU863100A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ | 1969 |
|
SU237540A1 |
| СПОСОБ ТОЧНОЙ РЕЗКИ СДВИГОМ В ХОЛОДНОМ состоянии | 1973 |
|
SU388816A1 |
1
Изобретение относится к металлообрабатывающей промышленности и может быть использовано для автоматизации процессов штамповки из сортового проката, при резке заготовок на ножницах, прессах и другом кузнечно-прессовом оборудовании.
Известен стеллаж, применяемый для автоматиза 1ии процессов штамповки, содержащий загрузчик и накопитель-питатель |1|. Однако конструкция его сложна и, кроме того, он не обеспечивает непрерывной подачи су цественно различаюп.ихся по длине прутков к прессу.
Известен также автоматический стеллаж для длинномерных прутков, содертащий смонтированный на основании бункер, рольганг и приводной механиз.м-укладки прутков на рольганг 2 . Однако и этот стеллаж в случае применения заготовок сортового проката со значительным перепадом длин (от 1,5 мм до 6 м) не обеснечивает непрерывную подачу заготовок к высокопроизводительному прессу без предварительпой ручной укладки заготовок. Укороченные заготовки, находяп1иеся в связке при укладке ее в бункер стеллажа, могут оказаться в дальнем (от пресса) углу бункера, размеры которого О11реде, яются заготовкой максимальпой длины. При сбросе укороченной заготовки на рольганг между предыдущей и последующей
2
заготовками образуется значительный разрыв, равный разности их длин, что исключает условие обеспечения непрерывности подачи за|-отовок к прессу.
Целью изобретения является обеспечение непрерывности подачи разной длины.
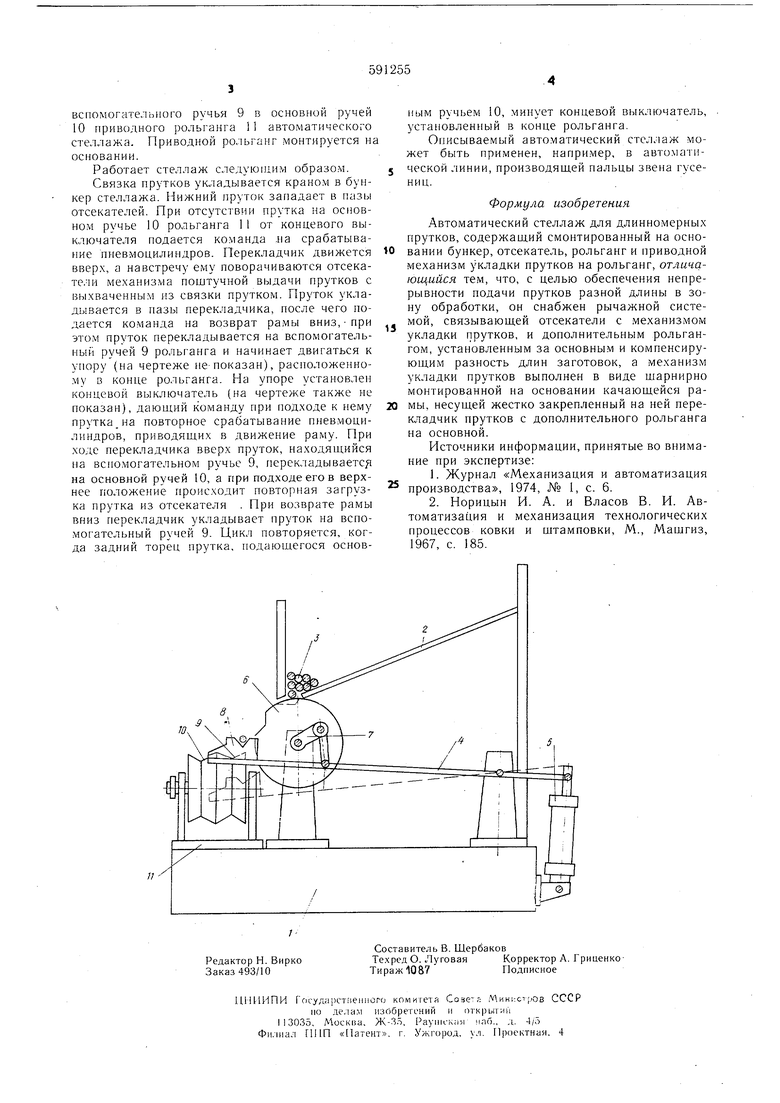
Поставленная цель достигается те.м, что стеллаж снабжен рычажной системой, связывающей отсекатель с механизмо.м укладки прутков, и дополнительны.м рольгангом, установленным за основным и компенсирующим разность длин заготовок, причем .механизм укладки прутков выполнен в виде niapiinpno с.монтированной на основании качак)Н1.ейся рамы, несущей жестко закрепленный на ней перекладчик нрутков с дополнительного рольганга на основной.
Предлагаемый стеллаж схематично представлен на чертеже. На основании 1 стеллажа монтируется бункер 2 для укладки в него сортового материала, например нрутков 3. Подвижная рама 4 щарнирно установлена на том же основании и приводится в качательное движение пневмоцилнндрами 5. Отсекатели б механизма нон1тучной выдачи прутков приводятся в движение через рычажную систему 7 от подвижной paMiii, на которой закренлен перекладчик 8, обеспечивающий перекладку прутка со
