1
Изобретение относится к обработке металлов давлением, а именно к автоматическим линиям для горячей штамповки.
Известна автоматическая линия для горячей штамповки, содержащая связанные между собой транспортными средствами стеллаж для приема, разделения и подачи прутков, устройство для разделения прутков на мерные заготовки, галтовочный барабан,- нагревательное устройство с индуктором, устройство для горячей штамповки и устройство для удаления заусенцев.
Недостатком известной автоматической линии является- невозможность изготовления на ней точных горячих штамповок, например зубчатых, из-за окисления и обезуглероживания поверхности штамповки после операции деформирования, а также имеющая при это.м значительную трудоемкость изготовления поковок.
Целью иг.обретения является повышение точности получаемых изделий и снижение трудоемхостк кх изготовления.
Поставленная цель достигается тем, что автоматическая линия снабжена устройством для ступенчатого охлаждения горячих
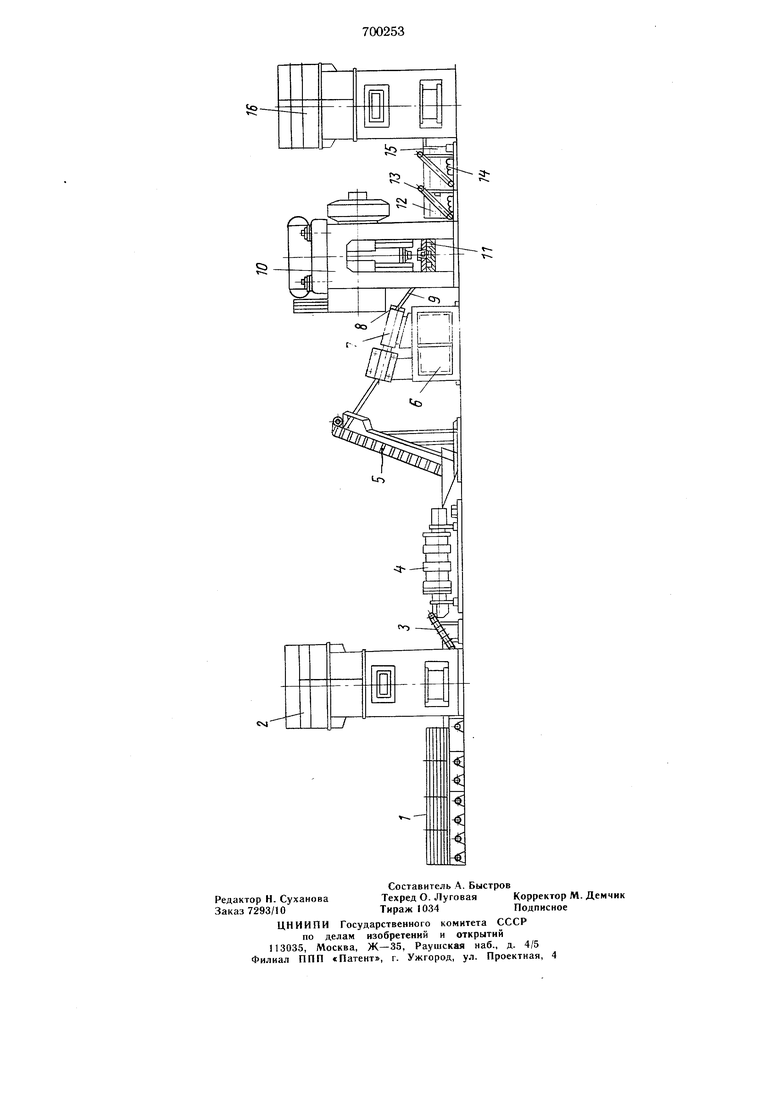
штамповок, расположенным между устройством для горячей штамповки и устройством для удаления заусенцев и выполненным в виде ванны с жидкостью с установленными в ней последовательно наклонными транспортными механизмами, верхняя часть которых расположена выше уровня жидкости, и автоматическими регуляторами температуры жидкости, расположенными в ванне. На чертеже показана схема автоматической линии для горячей штамповки.
Стеллаж 1 с рольгангом для подачи стальных прутков расположен перед устройством 2 для резки прутков на мерные заготовки, которое соединяется транспортером 3 с галтовочным барабаном 4. За последним установлен наклонный транспортер 5 с бункеромнакопителем для подачи заготовок к нагревательному устройству ТВЧ 6 с индукторо.м 7, снабженным газовыми форсунками 8. Индуктор 7 соединен желобом 9 с устройством 10 для горячей штамповки, снабженным стеклотекстатитовыми буферами 11. Затем в линии установлено устройство для ступенчатого охлаждения горячих штамповок, состоящее из ванны 12 с жидкостью.
например с водой, и расположенными в ней наклонными транспортерами 13, теплонагревателями 14, датчиками 15 контроля температуры. Линия заканчивается устройством 16 для удаления заусенцев.
Автоматическая линия работает следующим образом.
На стеллаж 1 загружают пачку стальных прутков, от которой отделяют по одному прутку. Рольганг стеллажа 1 подает пруток в устройство 2 для резки на мерные заготовки. Устройство 2 снабжено электрическим упором (не показан), который дает команду исполнительному механизму пресса На совершение операции резки. Зажим загЬтовки перед резкой осуществляют клинов|ым зажимом (не показан), что позволяет Получить качественный и точный срез. Штамп для резки (не показан) устанавливают на механический пресс с подушкой. Устройство 2 имеет также механизм для отбраковки немерных заготовок (не показан). Мерные заготовки транспортером 3 подают в галтовочный барабан 4, который служит промежуточной емкостью и, забив ая заусенцы, подготавливает заготовки лля прохождения через нагревательное и другие устройства. Затем заготовки подают в бункер наклонного транспортера 5, который подает их к нагревательному устройству ТВЧ б в индуктор 7. При нагреве заготовок в индуктор 7 подается инертный газ, который препятствует проникновению воздуха И окислению поверхности нагреваемых заготовок. Форсунки 8, используемые для гюдгши инертного газа, можно заменить горелками для сжигания природного или другого горючего газа. Продукты сгорания газов также препятствуют окислению поверхности нагреваемых заготовок. Нагревательное устройство 6 снабжено предохранительным устройством для автоматического удаления недогретых заготовок (не показано) как в начале нагрева заготовок, так и в случае понижения напряжения в сети или отключения установки. Кроме того, имеется предохранительное устройство на случай механического препятствия продвижению заготовок в индукторе 7. Далее нагретые заготовки по наклонному желобу 9 поступают в подающий механизм (не показан) устройства 10 для горячей штамповки. При штамповке стеклотекстолитовые буферы 11 зажимают разъемные матрицы с усилием, превышающим расчетное раскрывающее усилие, и при этом могут служить предохранительным устройством от перегрузки в результате избытка
металла. Отштампованную заготовку механизмом удаления (не показан) сбрасывают в ванну 12 с водой устройства для охлаждения, где штамповка быстро остывает до температуры, превыщающ Й температуру закалки, затем ее выносят из воды наклонным транспортером 13. После выдержки на воздухе, выравнивания температуры по объему изделия и понижения общей температуры изделия ниже закалочной ее снова погружают в воду и снова выносят на воздух вторым наклонным транспортером. Для понижения скорости охлаждения, уменьшения внутренних напряжений и предотвращения образования трещин вода в устройстве подогревается теплоэлектронагревателями 14.
Контроль температуры воды и предотвращение ее закипания осуществляется датчиками 15, которые при перегреве воды ТЭНами и горячими заготовками включают подачу холодной воды и выключают ТЭНы. Охлажденные штамповки передают в устройство 16 для удаления заусенцев.
Автоматическая линия ликвидирует ручные операции механической обработки, папример зубофрезерование при изготовлении звездочек или полузвездочек цепных передач, облегчает труд в кузнечном производстве, уменьшает травматизм, повышает точность и стабильность размеров штампованных изделий.
Формула изобретения
Автоматическая линия для горячей штамповки, содержаш.ая связанные между собой транспортными средствами стеллаж для
приема, разделения и подачи прутков, устройство для разделения прутков на мерные заготовки, галтовочный барабан, нагревательное устройство с индуктором, устройство для горячей штамповки и устройство для удаления заусенцев, отличающаяся тем, что, с целью повышения точности получаемых изделий и снижения трудоемкости их изготовления, она снабжена устройством для ступенчатого охлаждения горячих штамповок, расположенным между устройством для
горячей штамповки и устройством для удаления заусенцев и выполненным в виде ванны с жидкостью с установленными последовательно в ней наклонными транспортными механизмами, верхняя часть которых расположена выше уровня жидкости, и автоматическими регуляторами температуры жидкости, расположенными в ванне.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для резки пруткового материала | 1987 |
|
SU1530309A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2011 |
|
RU2478015C1 |
| Автоматическая линия для горячей штамповки заготовок | 1983 |
|
SU1087241A1 |
| Способ изготовления топоров | 1982 |
|
SU1080908A1 |
| Способ индукционного нагрева заготовок в поперечном магнитном поле | 1980 |
|
SU994569A1 |
| Автоматическая линия для изготовления колец | 1977 |
|
SU737084A1 |