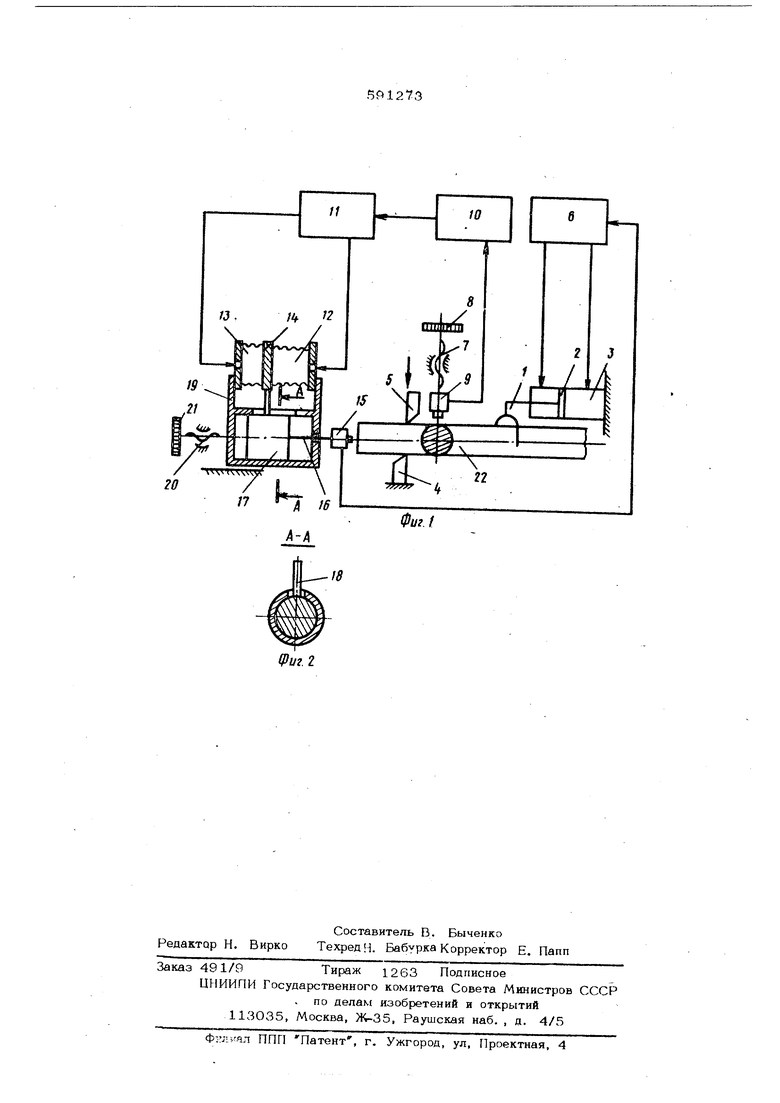
Изобретение относится к обработке металлов давлением, в частности к устройствам для отрезки заготовок с узким допуском по объему под точную безоблойную шта повку в закрытых штампах. Известно устройство для точной отрезки заготовок, содержащее механизм отрезки, механизм подачи прутка со следящим приводом, блок измерения диаметра прутка с дат чиками, блок корректировки длины заготовки и корректирующий упор с приводом его перемещения fl. Однако это устройство не обеспечивает точности объема отрезаемых заготовок изза низкой точности перемещения корректирующего упЬра, Контактное замыкание цепи управления перемещением корректирующего упора приводит к быстрому износу контактов, что вносит дополнительные погрешност в перемещение корректирующего упора, Цель изобретения - повышение точности объема отрезаемых заготовок. Поставленная Люль достигается тем, чт устройство снабжено установлелными с возможностью nepfJMeinoHHH влоль оси подаваемого прутка корпусом и порщнем со UITOком, размещенным в корпусе. Корректирующий упор выполнен в вице установленного на щтоке концевого выключателя, связанного со следящим приводом механизма 1годачи прутка, а привод перемещения корректирующего упора выполнен в виде пневматического преобразователя, пневматически связанног-о с блоком корректировки длины заготовки и механически с порщнем, при этом концевой выключатель и датчики блока измерения диаметра прутка выполнены в виде измерительных пневматических сопел. На фиг, 1 изображено устройство для точной отрезки заготовок; на ф1П, 2 - разрез А-А фиг. 1. Устройство содержит смонтированною на станине (на не показаны) механизм отрезки и механизм подачи прутка в зону отрезки, а также блок измерения диамет{ а прутка, блок корректировки длины заготовки и корректирующий упор. Механизм подачи прутка в зону отрезки выпелнен в виде клещей 1, соодш)снных со штоком 2 следящего привода пневмогшравлического типа, содержащего гиароцилиндр 3, шгевматические преобразователи и датчики {на фигурах не показаны).
Механизм отрезки выполнен в виде неподвижного ножа 4 и подвижного ножа 5 с приводом его перемещения (на фигурахне показан).
Управление механизмом подачи, а также механизмом отрезки осуществляется через блок управления б следящего привода меха- ю низма подачи. Блок,измерения диаметра прутка содержит измерительные датчики, .выполненные в виде смонтированных на микрометрических винтах 7 с лимбами 8 пневматических измерительных сопел 9. Последние coe-is динены с блоком 10 усреднения результатов измерения, который пневматически сое динен с блоком 11 KoppeKTHpoBifOi длины заготовки в зависимости от фактического диаметра прутка в данном сечений. Блок 11, в свою очередь, пневматически соединен с камерами 12 и 13 пневматического прелбра зователя 14, являющегося приводом корректирующего упора. Корректирующий упор выполнен в виде концевого выключателя 15, установленного на штоке 16 поршня 17, перемещающегося вдоль оси подаваемого прутка от пневматического преобразователя через передаточное звено 18. Поршень 17 установлен в корпусе 19, перемещающемся вдоль оси подаваемого прутка, винтом 2О с лимбом 21. В качестве конечного выключателя применено измерит шое пневматическое сопло, свя занное с блоком управления 6. Устройство работает следующим образом. В исходном положении пруток 22 находится в зоне измерительных сопел и зажат клещами. Перед началом отрезк-и измеритель ные сопла вращением винтов 7 по лимбам 8 устанавливаются на номинальный диаметр прутка, -а концевой выключатель 15 перемещением корпуса 19 на заданную величину при помощи винта 2О устанавливается на длину заготовки, соответствующую ее номинальному диаметру. После этого измерительными соплами измеряется диаметр заготовки. Пневматические сигналы от измерительных сопел поступают в блок усреднения результатов измерения, где они преобразуются в сигнал, соответствующий среднеарифмет ческому значению фактического диаметра прутка. Усредненный сигнал с блока 10 поступает в блок корректировки длины заготовки, а оттуда в виде разности давления подаетсд в камеры 12 и 13 преобразователя 14, перемещающего корректирующий упор на заданную величину в ту или другую сторону.
дачи прутка в зону резки. Как только торец прутка входит в пневматический зазор сопла, механизм подачи останавливается, а После установки корректирующего упора в заданное положение включается механизм повслед за этим производится операция отрезки заготовки заданной длины с точным объемом. После этого клещи 1 разжимаются, и возвращаются в исходное положение. формула изобретения 1.Устройство для точной отрезки заготовок, содержащее механизм отрезки, механизм подачи прутка со следящим приводом, блок измерения диаметра прутка с датчика- ми, блок корректировки длины заготовки и корректирующий упор с приводом его переме.щения, отличающееся тем, что, с целью повыщения точности объема отрезаемых заготовок, оно снабжено установленными с возможностью перемещения вдоль оси подачи корпусом и поршнем со штоком, размещенными в корпусе, корректирующий упор выполнен в виде установленного на штоке концевого выключателя, связанного со следящим приводом механизма подачи прутка, а привод перемещения корректирующего упора выполнен в виде пневматического преобразователя, пневматически связанного с блоком корректировки длины заготовки и механически - с поршнем. 2.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что концевой выключатель и датчики блока измерения диаметра прутка выполнены в.виде измерительных пневматических сопел. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство № 148324, ВД. В 21 D 43/28, 1961.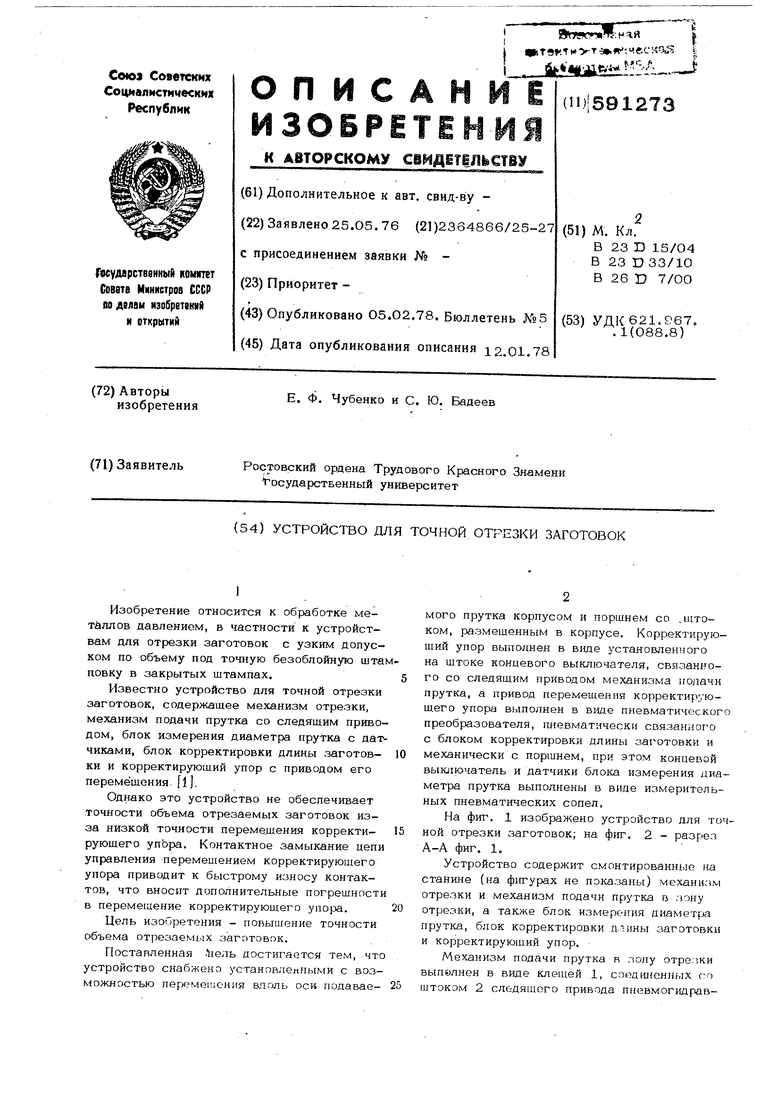
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точной по объему отрезки заготовок | 1977 |
|
SU740412A1 |
| Устройство для отрезки заготовок | 1981 |
|
SU1013133A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СПИРАЛЕЙ | 1972 |
|
SU428838A1 |
| Способ дозирования заготовок для холодной объемной штамповки | 1976 |
|
SU619301A1 |
| Устройство для отрезки мерных заготовок | 1983 |
|
SU1097457A1 |
| Автомат для сортировки стержней, покрытых магнитной пленкой | 1972 |
|
SU519232A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Устройство для обработки длинномерного материала | 1989 |
|
SU1712038A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Устройство для автоматизированной отрезки дозированных по объему заготовок | 1987 |
|
SU1473912A1 |