У////////////////////( , - -. 1Л , т 1Л 1D 9 / ( Q И:,обреГ(;кке относится к обработке металлов дав. снием и может быть использовано в заготовителЕзНО-М производстве для получения заготовок постоянного объема. Известно устройство для отрезки мерных заготовок, содержащее станину с установленными на ней механизмом резки, передвижным упором и механизмом подачи 1. Однако известное устройство отличается недостаточной точностью объема отрезаемых заготовок, так как отсутствуют механизмы, обеспечивающие перемещение упора при колебаниях диаметра подаваемого проката. Наиболее близким по технической сущности и достигаемому результату к предложенному является устройство для отрезки мерных заготовок от проката, содержащее станину с установленными на ней механизмами прижима и резки, механизм подачи проката в виде клещевого захвата с приводом его возвратно-поступательного перемещения, передвижной упор с приводом его перемещения, измеритель объема проката и блок управления, связанный с последним приводом перемещения передвижного упора 2. Недостатком известного устройства является невысокая точность объема отрезаемых заготовок из-за погрещности установки упора при взаимодействии его с прокатом. Цель изобретения -; повышение точности объема отрезаемых заготовок. Поставленная цель достигается тем, что устроиство для отрезки мерных ааготовок от проката, содержащее станину с установленными на ней механизмами прижима и резки, механизм подачи проката с ограничителем в виде клещевого захвата с приводом его возвратно-поступательного перемещения, передвижной упор с приводом его перемещения, из.меритель объема проката и блок управления, связанный с последним и приводом перемещения передвижного упора, снабжено неподвижным упором и мишенью, закрепленными на станине, и индивидуальным основанием с закрепленным на нем датчиком для измерения расстояния между ним и мшпенью, при этом передвижно; упор с приводом его перемещения установлен на индивидуальном основании, датчик измерения расстояния через блок управления с приводом перемещения передвижного упора, а клещевой захват расположен с возможностью перемеШения между неподвижным -и передвижным упорами. На чертеже предста1влена кинематическая схема устройства для отрезки мерных заготовок.
На станине I закреплены узлы прижима 2 и резки 3, неподвижный упор 4 и мишень 5. Механизм подачи проката, выполненный на базе рольганга, снабжен ограничителем 6, клещевым захватом 7, соединенным с помощью штока 8 с приводом возвратно-постузаемых заготовок.
В связи с тем, что передвижной упор 15 на отдельном основании 11 и на него не воздействуют большие силовые нагрузки (в процессе перемещения проката и его резки), удается значительно повысить точность измерения и корректировки длины заготовки. пательного перемещения, выполненным в виде цилиндра 9 и поршня 10. На индивидуальном основании 11 установлен следящий привод, выполненный на базе щагового электродвигателя 12 и винтовой (червячной) пары 13, 14 с передвижным упором 15. В устройство также входит датчик 16 расстояния, блок 17 управления и измеритель 18 объема проката 19. Устройство работает следующим обра зом. Подача проката 19 производится рольгангом до упора в ножи узла 3 резки. В это время производится настройка положения подвижного упора 15 на требуемый размер отрезаемой заготовки с помощью щагового электродвигателя 12 и пары 13, 14 путем подачи управляющих сигналов от блока 17 управления. Клещевой захват 7 под воздействием привода возвратно-поступательного перемещения .(цилиндра 9 и порппчя 10) занимает крайнее правое положение, задаваемое подвижный упором 15. Далее осуществляется сжатие клещевого захвата 7 и после подъема ножа узла 3 - переме цение проката 19 вместе с захватом 7. Остановка.проката 19 происходит при достижении захвата 7 неподвижного упора 4. После этого механизм подачи отк тючается либо проскальзывает относительно проката. Затем срабатывает узел 2 прижима, после чего клещевой захват 7 освобождается и под воздействием привода перемещается свободно относительно проката в начальное положение, задаваемое передвижным упором 15. Оно в свою очередь устанавливается в необходимое положение во время, движения захвата вместе с прокатом. После фиксации проката узлом 2 происходит отрезка заготовки с помощью узла 3. В этот же промежуток времени срабатывает захват 7 и после подъема ножа узла 3 прокат перемещается на позицию отрезка и т. д. Управление передвижением передвижного упора 15 осуществляется с помощью блока 17 управления, на один из входов которого подается сигнал от устройства задания и коррект-ировки длины нарезаемой заготовки. Корректировка длины может осуществляться в зависимости от действитечьного веса или объема участка проката, подлежащего отрезу и имеющего колебания по диаметру, что влияет на обеспечение процесса последующей мало или полностью безотходной штамповки изделий из нареКомпенсацию ошибки, возникающей при изменении взаимного расположения станины 1 и отдельного основания lU производят путем подачи на один из входов блока 17 управления сигналов отдатчика 16, измеряющего действительное расстояние (S) между станиной и основанием 11. Для повышения точности, быстродействия и надежности датчик 16 выполнен бесконтактным (например, на базе пневмоструйной техники), а на станине I укреплена мишень 5 с точно обработанной измерительной поверхностью.
Управление клещевым захватом и механизмом возврата выпо.пнено пневматическим для повыщения быстродействия устройства, которое снабжено также демпфирующими устройствами (не показаны на чертеже), предотвращающими ударные нагрузки на конструкцию при остановках быстро перемещающихся масс.
По сравнению с базовым объектом, в качестве которого принят прототип, использование данного изобретения позволяет повысить точность объема отрезаемых заготовок.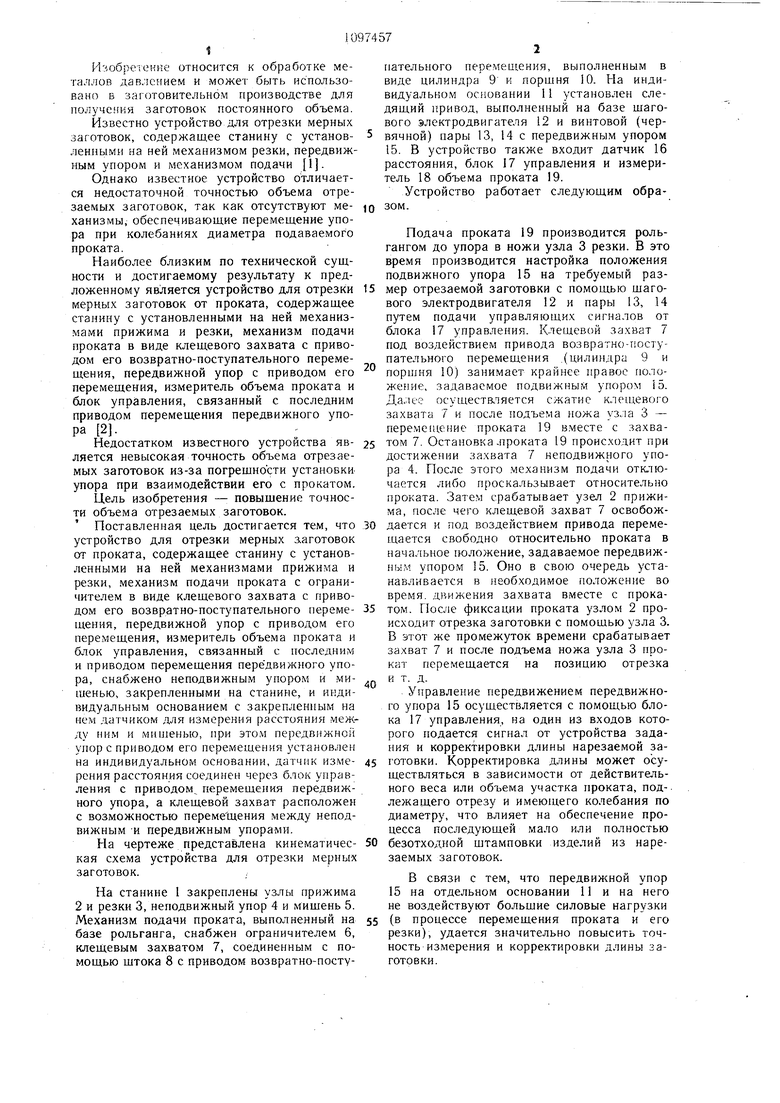
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отрезки мерных заготовок | 1981 |
|
SU969474A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Автомат для мерной резки заготовок | 1973 |
|
SU596343A1 |
| Устройство для отрезки мерных заготовок | 1977 |
|
SU657932A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1074668A1 |
| Установка для изготовления длинномерных заготовок электрических кабелей | 1989 |
|
SU1700667A1 |
| Машина для поперечной резки пруткового материала | 1985 |
|
SU1287989A1 |
УСТРОЙСТВО ДЛЯ ОТРЕЗКИ МЕРНЫХ ЗАГОТОВОК от проката, содержащее стаиину с установленными на ней механизмами прижима и резки, механизм подачи проката с ограничителем в виде клещевого захвата с приводом его возвратнопоступательного перемещения, передвижной упор с приводом его перемещения, измеритель объема проката и блок управления, связанный с последним и приводом перемещения передвижного упора, отличающееся тем, что, с целью повышения точности объема отрезаемых заготовок, оно снабжено неподвижным упором и мишенью, закрепленными на станине, и индивидуальным основанием с закрепленным на нем датчиком для измерения расстояния между ним и мишенью, при этом передвижной упор с приводом его перемещения установлен на индивидуальном основании, датчик измерения расстояния соединен через блок управления с приводом перемещения подвижного упора, а клещевой захват расположен с возможностью перемещения между неподвижным и передвижным упорами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ВЕСОВОГО ДОЗИРОВАНИЯ ЗАГОТОВОКпод ШТАМПОВКУ | 0 |
|
SU190760A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для точной отрезки заготовок | 1976 |
|
SU591273A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
