(54) СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ЗУБЧАТЫХ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления изнношенных шестерен | 1976 |
|
SU591303A1 |
| Способ восстановления зубчатых колес | 1991 |
|
SU1803298A1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| Способ восстановления зубчатых венцов колес | 1985 |
|
SU1449302A1 |
| Способ восстановления изношенных стальных зубчатых колес | 1982 |
|
SU1063571A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428293C2 |
| Способ восстановления шестерен | 1988 |
|
SU1648711A1 |
| Штамп для восстановления зубчатых колес | 1982 |
|
SU1225746A1 |
| Штамп для восстановления цилиндрических зубчатых колес | 1982 |
|
SU1006149A1 |
1
Изобретение относится к обработке металлов давлением, а именно к способам восстановления изношенных зубчатых колес деформированием.
Известен способ восстановления изношенных зубчатых колес, основанный на различных способах наплавки зубьев. Указанным способом восстанавливаются зубья зуб чатых колес по длине и толщине, причем металл наплавляется непосредственно на изношенные участки 1.
Недостатком этого способа является снижение механических свойств восстановленных зубчатых колес, что обусловлено неиденг тичностью наплавленного металла основному и резким уменьшением усталостной прочности зубьев. Кроме того, во многих случаях наплавки зубьев являются весьма трудоемким процессом.
Известен способ восстановления изношенных зубчатых колес, выполненных в виде блока зубчатых венцов, при котором компенсирующий износ материал направляют на рабочую поверхность и деформируют 2.
Указанным способом могут быть восстановлены плоские прямозубные цилиндрические зубчатые колеса, не имеющие запаса
металла по телу с отношением внутреннего посадочного диаметра к диаметру основной окружности не более 0,5. Конструктивные и технологические особенности многовенцовых зубчатых колес, а именно свободное расположение зубьев параллельных венцов, а также запас материала, имеющийся в теле наибольших венцов, делает невозможным как технически, так и экономически применить указанный способ для их восстановления.
Целью изобретения является повышение
10 качества изделий.
Поставленная цель достигается тем, что в способе восстановления .изношенных зубчатых колес, выполненных в виде блока зуб15чатых концов, при котором компенсирующий износ материал наплавляют на нерабочую поверхность и деформируют, компенсирующий износ материал наплавляют на наружную поверхность между венцами, фиксируют его в закрытом штампе и радиаль20ном направлении, деформируют в осевом направлении, а после деформации зубья колес обкатывают с удалением излишнего материала.
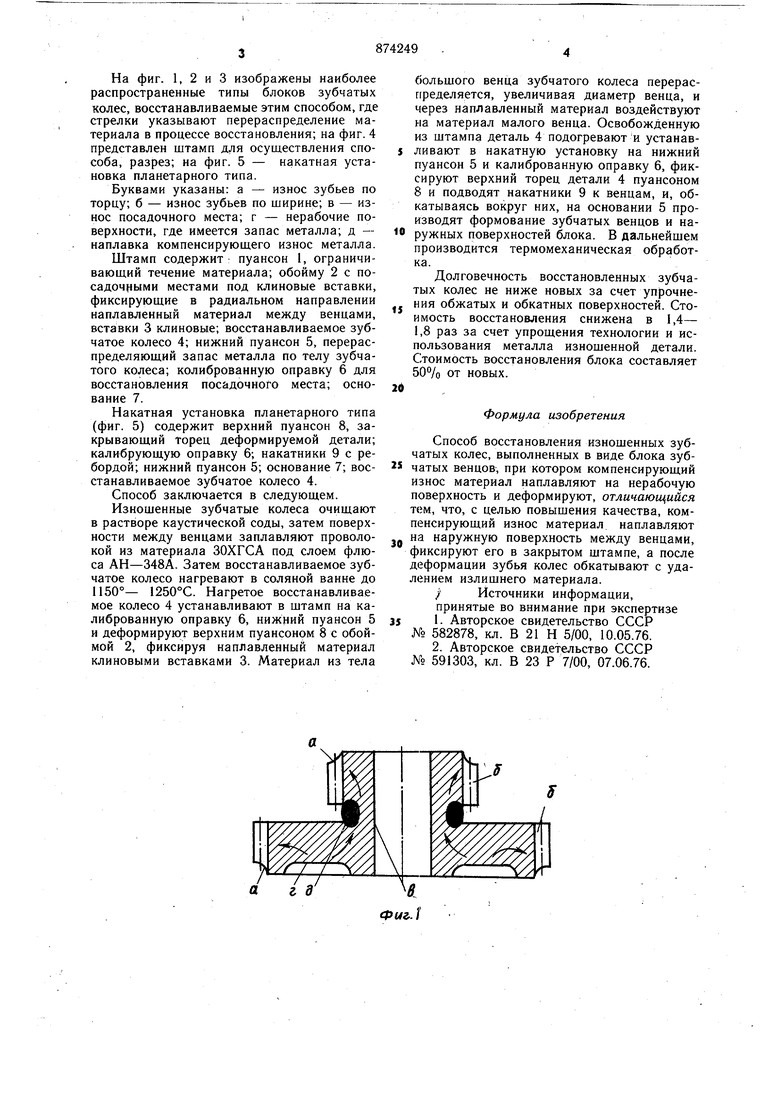
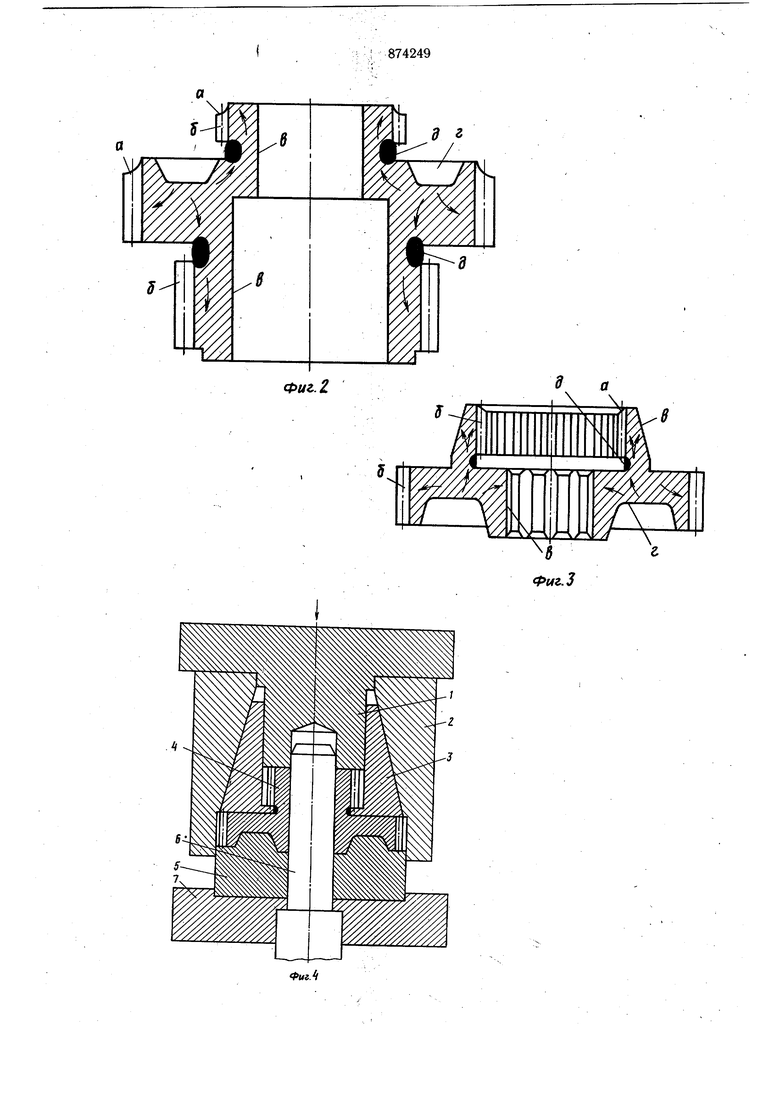
На фиг. 1, 2 и 3 изображены наиболее распространенные типы блоков зубчатых колес, восстанавливаемые этим способом, где стрелки указывают перераспределение материала в процессе восстановления; на фиг. 4 представлен штамп для осуществления способа, разрез; на фиг. 5 - накатная установка планетарного типа.
Буквами указаны: а - износ зубьев по торцу; б - износ зубьев по ширине; в - износ посадочного места; г - нерабочие поверхности, где имеется запас металла; д - наплавка компенсирующего износ металла.
Штамп содержит: пуансон 1, ограничивающий течение материала; обойму 2 с посадочными местами под клиновые вставки, фиксирующие в радиальном направлении наплавленный материал между венцами, вставки 3 клиновые; восстанавливаемое зубчатое колесо 4; нижний пуансон 5, перераспределяющий запас металла по телу зубчатого колеса; колиброванную оправку 6 для восстановления посадочного места; основание 7.
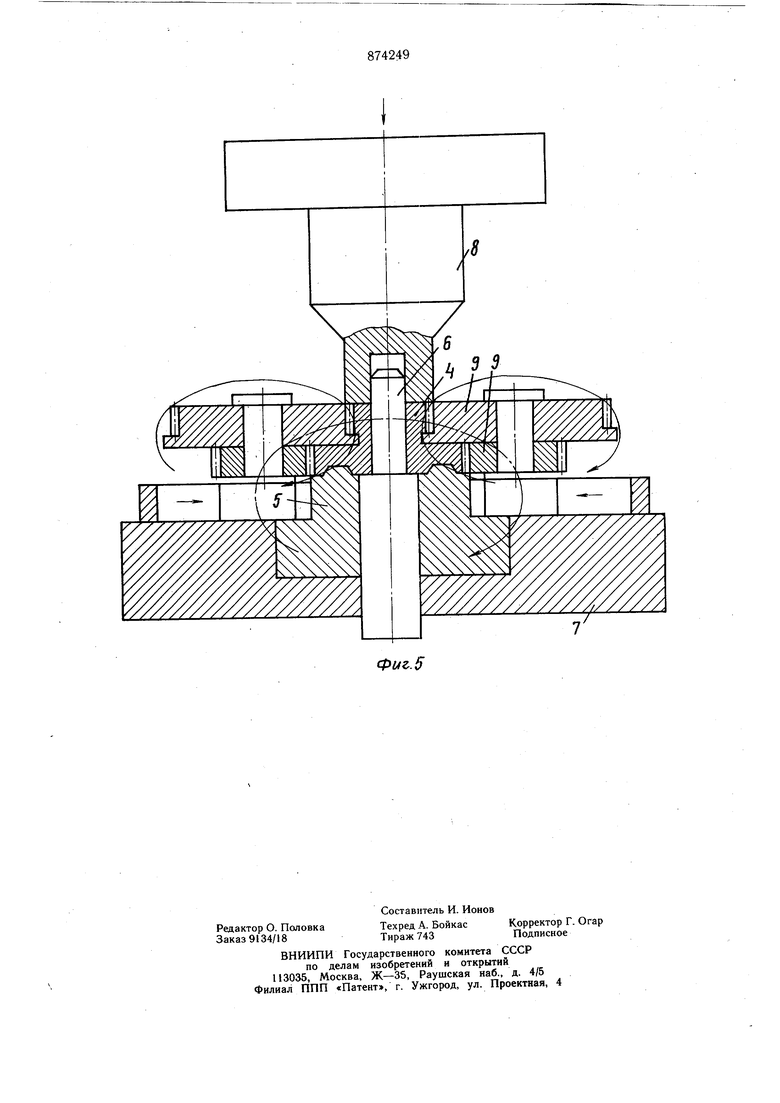
Накатная установка планетарного типа (фиг. 5) содержит верхний пуансон 8, закрывающий торец деформируемой детали; калибрующую оправку 6; накатники 9 с ребордой; нижний пуансон 5; основание 7; восстанавливаемое зубчатое колесо 4.
Способ заключается в следующем.
Изнощенные зубчатые колеса очищают в растворе каустической соды, затем поверхности между венцами заплавляют проволокой из материала ЗОХГСА под слоем флюса АН-348А. Затем восстанавливаемое зубчатое колесо нагревают в соляной ванне до 1150°- 1250°С. Нагретое восстанавливаемое колесо 4 устанавливают в щтамп на калиброванную оправку 6, нижний пуансон 5 и деформируют верхним пуансоном 8 с обоймой 2, фиксируя наплавленный материал клиновыми вставками 3. Материал из тела
большого венца зубчатого колеса перераспределяется, увеличивая диаметр венца, и через наплавленный материал воздействуют на материал малого венца. Освобожденную из штампа деталь 4 подогревают и устанавливают в накатную установку на нижний пуансон 5 и калиброванную оправку 6, фиксируют верхний торец детали 4 пуансоном 8 и подводят накатники 9 к венцам, и, обкатываясь вокруг них, на основании 5 производят формование зубчатых венцов и наружных поверхностей блока. В дальнейшем производится термомеханическая обработка.
Долговечность восстановленных зубчатых колес не ниже новых за счет упрочнения обжатых и обкатных поверхностей. Стоимость восстановления снижена в 1,4- 1,8 раз за счет упрощения технологии и использования металла изношенной детали. Стоимость восстановления блока составляет 50% от новых.
Формула изобретения
Способ восстановления изношенных зубчатых колес, выполненных в виде блока зуб2S чатых венцов, при котором компенсирующий износ материал наплавляют на нерабочую поверхность и деформируют, отличающийся тем, что, с целью повышения качества, компенсирующий износ материал наплавляют JIJ на наружную поверхность между венцами, фиксируют его в закрытом штампе, а после деформации зубья колес обкатывают с удалением излишнего материала.
/Источники информации,
принятые во внимание при экспертизе 35 1- Авторское свидетельство СССР № 582878, кл. В 21 Н 5/00, 10.05.76. 2. Авторское свидетельство СССР № 591303, кл. В 23 Р 7/00, 07.06.76.
