боковой стенке барабана, выполненное совпадающим с направлением вращения барабана, способствует по достижении определенной скорости .вращения приподниманию деталей, абразивного наполнителя и электролита вверх по стенкам барабана. Электродная же спираль, установленная на диэлектрическом стержне, направление которой выполнено обратным вращению барабана, способствует более быстрому падению деталей, абразивного наполнителя и электролита на дно барабана.
Таким образом, обрабатываемые детали, абразивный наполнитель и электролит, загружаемые во вращающийся барабан предлагаемого устройства, помимо вращательных перемещений в плоскости вращения барабана будут совершать и торообразные перемещения в межэлектродном пространстве, что в значительной мере повыщает производительность обработки. Кроме того, благодаря тому, что интенсивное перемещение и перемешивание обрабатываемых деталей в барабане устройства достигается при плавном одностороннем его вращении, отпадает необходимость в сооружении массивных фундаментов и в оснащен.ии устройства приспособлением для генерирования вибрационных перемещений.
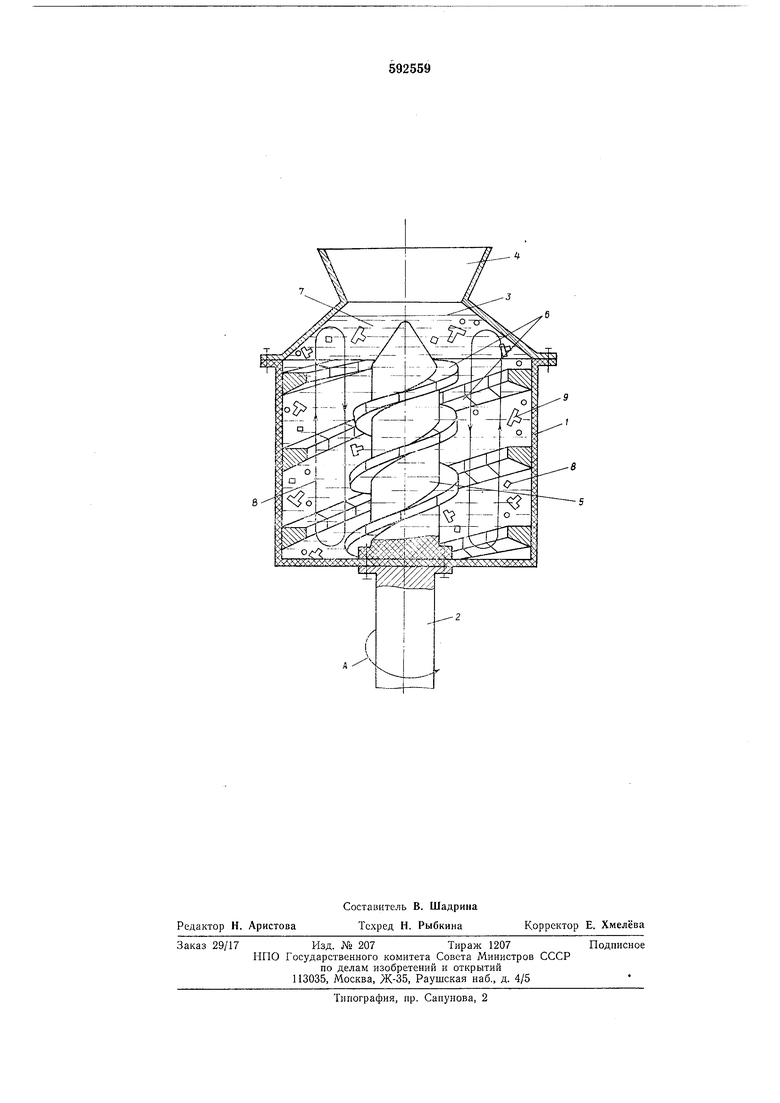
На чертеже схематически изображено предлагаемое устройство, осевой разрез.
Устройство для электрохимического снятия заусенцев содержит барабан 1, закрепленный на оси 2. В верхней части барабан 1 оборудован сужающейся горловиной 3 с воронкообразным загрузочным отверстием 4. По оси барабана размещен диэлектрический стержень 5. Устройство снабжено разнополярными электродами 6, установленными по спирали как на внутренней боковой -стенке барабана, так и на диэлектрическом стержне. Направление спирали электродов 6, установленных на боковой стенке, выполнено совпадающим с направлением вращения барабана 1, а на диэлектрическом стержне 5 - обратным его (барабана 1) вращению. В емкости барабана 1 помещен электролит 7 с абразивными частицами 8 и обрабатываемыми деталями 9. Барабан 1 снабжен отверстием для слива электролита 7 (на чертеже не показано).
Работает устройство следующим образом.
При вращении барабана 1 по стрелке А за счет .возникновения сил электролит 7, частицы абразива 8 и детали 9 плотно прижимаются к стенкам барабана. При этом благодаря тому, что направление спиралн электродов 6 на стенках барабана выполнено совпадающим с направлением вращения барабана по стрелке А, обрабатываемые детали 9, частицы абразива 8, находящиеся в потоке электролита 7, взаимодействуя с боковыми стенками указанных электродов 6, направленными вверх, поднимаются по стенкам барабана 1 до соударения с конусообразной поверхностью горловины 3. Отражаясь от горловины, поток электролита 7 с деталями 9 и абразивными частицами 8 направляется к центру барабана, к стержню 5, на котором установлены электроды обратной полярности. Ввиду того, что электроды 6, установленные по стержню 5, образуют резьбовую поверхность с направлением, обратным вращению барабана 1, наблюдается ускоренное перемещение электролита с деталями и абразивными частицами вниз.
Таким образом, наряду с круговыми вращениями вокруг оси устройства от вращения барабана 1, электролит 7, детали 9 и абразивные частицы 8, совершают торообразные перемещения по стрелке В, что .способствует активации процесса обработки.
Формула изобретения
Устройство для электрохимического снятия заусенцев, выполненное в виде барабана с центрально-расположённым в его полости диэлектрическим стержнем и электродами, установленными по .спирали как на внутренней боковой стенке барабана, так и на диэлектрическом стержне, отличающееся тем, что, с целью активизации перемешивания обрабатываемых деталей в пространстве самой камеры, направление спирали электродов, установленных на боковой стенке, выполнено совпадающим с направлением вращения барабана, а на диэлектрическом стержне - обратным его вращению.
Источники информации, принятые во внимание при экспертизе
1. Патент Японии № 50-8239, кл. 74N, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического снятия заусенцев | 1987 |
|
SU1437170A2 |
| Устройство для анодно-абразивной обработки | 1986 |
|
SU1397207A1 |
| Способ анодно-абразивного удаления заусенцев | 1991 |
|
SU1816582A1 |
| Устройство для отделочно-зачистной обработки | 1986 |
|
SU1458120A1 |
| Способ электрохимического снятия заусенцев | 1978 |
|
SU747678A1 |
| УСТРОЙСТВО для ЭЛЕКТРОХИМИЧЕСКОГО снятия ЗАУСЕНЦЕВ | 1973 |
|
SU405686A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1986 |
|
SU1328097A1 |
| Устройство для электрохимического снятия заусенцев | 1977 |
|
SU629034A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1985 |
|
SU1315527A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1987 |
|
SU1468697A1 |