О1
со
с
05
оо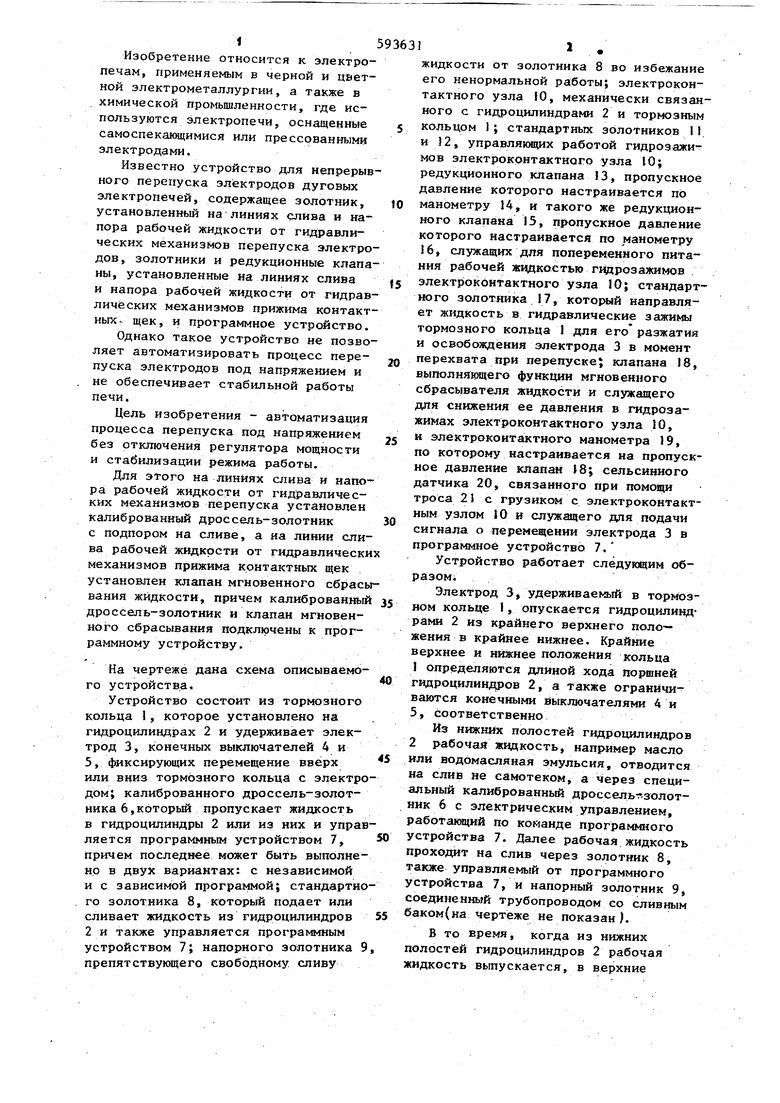
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ И ПЕРЕПУСКА САМО СПЕКАЮЩЕГОСЯ ЭЛЕКТРОДА | 1973 |
|
SU389639A1 |
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| СИСТЕМА ГИДРОПИТАНИЯ ИСПЫТАТЕЛЬНОГО СТЕНДА РУЛЕВЫХ ПРИВОДОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2022 |
|
RU2798640C1 |
| Стенд для испытаний силовых механизмов | 1972 |
|
SU498528A1 |
| Устройство для перепуска электрода дуговой электропечи | 1980 |
|
SU907881A1 |
| Электрогидравлический регулятор мощности дуговой электропечи | 1972 |
|
SU442582A1 |
| ПАТЕНТНО-ТЕХКИЧЕСЙАг' | 1971 |
|
SU299655A1 |
| Гидравлический привод лебедки | 1990 |
|
SU1763350A1 |
| Стенд для динамических испытаний гидропривода подач станков с числовым программным управлением | 1984 |
|
SU1190097A1 |
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВЮГО ПЕРЕПУСКА ЭЛЕКТРОДОВ ДУГОВЫХ ЭЛЕКТРОПЕЧЕЙ, содержащее золотник, установленный на линиях слива и напора рабочей жидкости от гидравлических механизмов перепуска электродов, золотники и ре^лукционные клапаны, установленные на линиях слива и напора рабочей жидкости от гидравлических механизмов прижима контактных щек, и программное устройство, отличающееся тем, что, с целью автоматизации процесса перепуска под напряжением без отключения регулятора мощности и стабилизации режима работы, на линиях сцива и напора рабочей жидкости от гидравлических механизмов перепуска установлен калиброванный дроссель-золотник с подпором на сливе, а на линии слива рабочей жидкости от гидравлических механизмов прижима контактных щек установлен клапан мгновенного сбрасывания жидкости, причем калиброванный дроссель-золотник и клапан мгновенного сбрасывания подключены к программному устройству.(Л
Изобретение относится к электропечам, применяемым в черной и цветной электрометаллургии, а также в химической промышленности, где используются электропечи, оснащенные самоспекаиицимися или прессованными электродами. Известно устройство для непрерыв ного перепуска электродов дуговых электропечей, содержащее золотник, установленный на линиях слива и напора рабочей жидкости от гидравлических механизмов перепуска электро дов, золотники и редукционные клапа ны, установленные на линиях слива и напора рабочей жидкости от гидрав лических механизмов прижима контакт ных- щек, и программное устройство. Однако такое устройство не позво ляет а втоматизировать процесс перепуска электродов под напряжением и не обеспечивает стабильной работы печи. Цель изобретения - автоматизация процесса перепуска под напряжением без отключения регулятора мощности и стабилизации режима работы. Для этого Ни линиях слива и напо ра рабочей жидкости от гидравлических механизмов перепуска установлен калиброванный дроссель-золотник с подпором на сливе, а иа линии сли ва рабочей жидкости от гидравлическ механизмов прижима контактных щек установлен клапан мгновенного сбрас вания жидкости, причем калиброванны дроссель-золотник и клапан мгновенного сбрасывания подключены к программному устройству. На чертеже дана схема описываемо го устройства. Устройство состоит из тормозного кольца 1, которое установлено на гидроцилиндрах 2 и удерживает электрод 3, конечных выключателей 4 и 5, фиксирующих перемещение вверх или вниз тормозного кольца с электр дом; калиброванного дроссель-золотника 6, который пропускает жидкость в гидроцилиндры 2 или из них и упра ляется программным устройством 7, причем последнее может быть выполне но в двух вариантах: с независимой и с зависимой программой; стандартн го золотника 8, который подает или сливает жидкость из гидроцштиндров 2 и также управляется програ ф1ным устройством 7; напорного золотника препятствукицего свободному сливу жидкости от золотника 8 во избежание его ненормальной работы; электроконтактного узла 10, механически связанного с гидроцнпиндрами 2 и тормозным кольцом 1 ; стандартных зОлотникрв I , и 52, управляющих работой гидрозажимов электроконтактного узла 10; редукционного клапана 13, пропускное давление которого настраивается пО манометру 14, и такого же редукционного клапана 15, пропускное давление которого настраивается по манометру 16, служащих для попеременного питания рабочей жидкостью гвдрозажимов электроконтактного узла 10; стандартного золотника 17 который направляет жидкость в гидравлические зажимы тормозного кольца 1 для его разжатии и освобождения электрода 3 в момент перехвата при перепуске клапана 18, выполнянвдего функции мгновенного сбрасывателя жидкости и служащего доя снижения ее давления в гидроэажимах электроконтактного узла 10, и электрокоитактиого манометра 19, по которому настраивается на пропускное давление клапан 18; сельсинного датчика 20, связанного при помощи троса 21 с грузиком с электроконтактиым узлом to и служащего для подачи сигнала о перемещении электрода 3 в программное устройство 7. Устройство работает следующим образом;Электрод 3, удерживае1 ый в тормозном кольце 1, опускается гидроциливдрами 2 из крайнего верхнего положения в крайнее нижнее. Крайние верхнее и нижнее положения кольца 1определяются длиной хода порщней гвдроцилиндров 2, а также огранйчиваются конечными выключателями А и 5, соответственно Из нижних полостей гидроцилиндров 2рабочай жвдкость, например масло или водомасляиая эмульсия, отводится на слив не самотеком, а через специальный калиброванный дроссель- Золотник 6 с электрическим управлением, работакяций по команде программного устройства 7. Далее рабочая жидкость проходит на слив через золотник 8, также управляемый от программного устройства 7, и напорный золотник 9, соединенный трубопроводом со сливным баком(на чертеже не показан). В то время, когда из нижних полостей гидроцилиндров 2 рабочая жидкость выпускается, в верхние полости гидроцилиндров через золотник 8 подается рабочая жидкость и создается стабильное, определенное по величине дополнительное давление от напорной установки(на чертеже не показана ). Таким образом, электро 3 опускается вниз и проходит в своей нижней части через электроконтактный узел 10 не только под собственным весом, но и принудительно, под действием гидроцилиндров 2. По достижении кольцом I, несущим электрод 3, нижнего положения срабатывает конечный выклкгчатель 5. При этом по сигналу от конечного выключателя 5 программное устройство 7 включает золотник 1} и давление в гидравлических зажимах электроконтак кого узла 10, нормально запитуеьлвс рабочей жидкостью через золотник 12,повышается настолько, чтобы электрод мог быть полностью удержан в электроконтактном узле. Давление в гидрозажим 1Х электроконтакткого узла 10 при нормальной работе создается из расчета обеспечения хорошего электрического контакта щека-электрод за счет редукционного клапана 13,настраиваемого по манометру 14, а при перехвате(когда электрод полностью удерживается в электроконтакт )давление повышается за счет подачи рабочей жидкости через редукционный клапан 15,настраивде « 1й по манометру 16. Вслед за включением золотника 1 программное устройство 7 включает золотник 17,и рабочая жидкость разжимает кольцо }, освобождая электрод 3. Далее программное устройство переключает золотник 8 и включает , дроссель-золотник 6 на время, достаточное для прохода через них рабочей жидкости, обеспечивающей подъем кольца I в крайнее верхнее положение до момента срабатывания конечного выключа:теля 4. При этом рабочая жидкость из верхних полостей гидроцилиндров 2 пропускается золотником 8 на слив. После того, как сработает конечный выключатель 4, программное устройство 7 дает кома:нды на необходимое последовательное срабатывание золотников.. При этом золотник 17 выключается, соединяет со сливом рабочую жидкость и кольцо 1 сжимает и удерживает электрод 3. Золотник 11 также выключается, и повышенное давление в гидравлических зажимах электроконтактного узла 10 мгновенно срабатывается специальным клапаном 18 до необходимей величины, контролируемой по сигналу электроконтактного манометра 19. Это происходит одновременно с включением золотника 12, который подает стабильное давление в электроконтактный узел 10, необходимое для создания нормального электрического контакта. Весь последующий процесс непрерывного перепуска электрода 3 повторяется и выполняется по данным программного устройства 7 задания. При этом электрод по команде программного устройства при помощи дроссель-золотника 6 опускается так медпенно, как это требуется.
