Известны многошпиндельные токарные автоматы с горизонтально расположенным шпинделями изделий и работаюшими параллельно инструментами, закрепленными в суппортах и многоярусной револьверной головке с вертикальной осью поворота.
Отличительной особенностью предлагаемого многошпиндельного токарного автомата того же типа является применение в нем ненодвплсно смонтированного шпиндельного блока, в котором шпиндели изделий могут получать различные скорости вращения; кроме того, корпусы суппортов установлены в автомате таким образом, что они не вторгаются в зону оснастки шпинделей и револьверной головки.
Такое выполнение предлагаемого автомата обеспечивает возможность осуществления на нем скоростной обработки на оптимальных режимах резания, а гакже наладку инструмента вне станка.
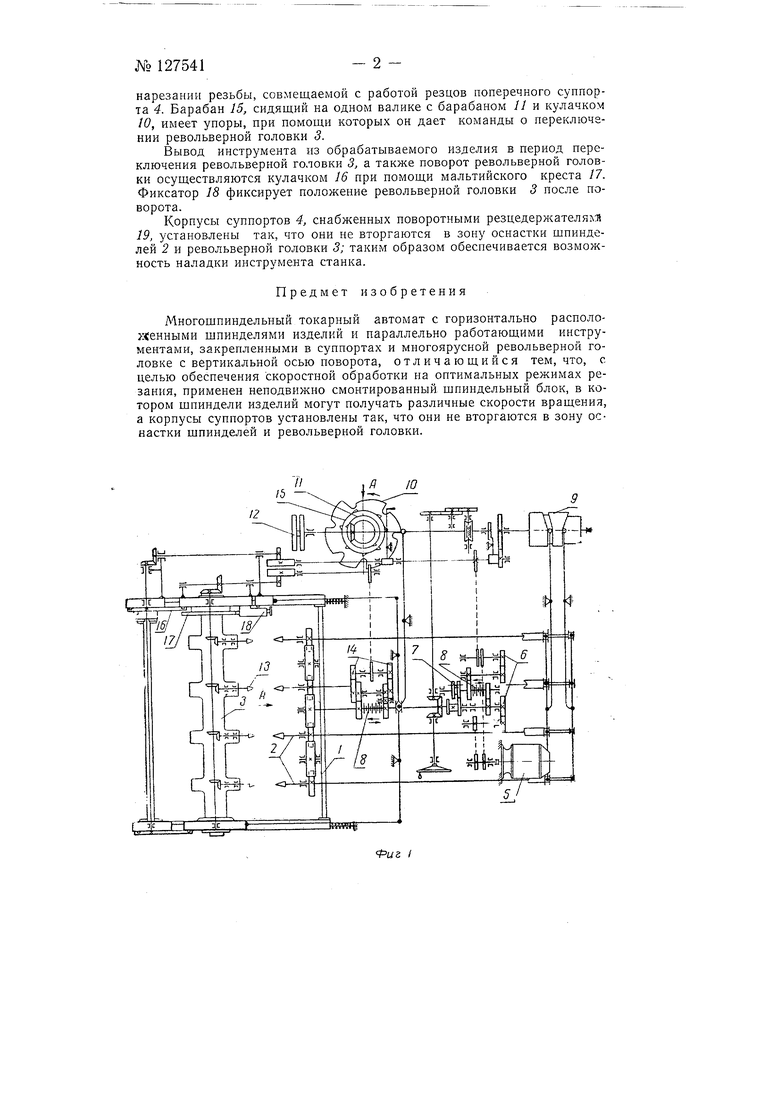
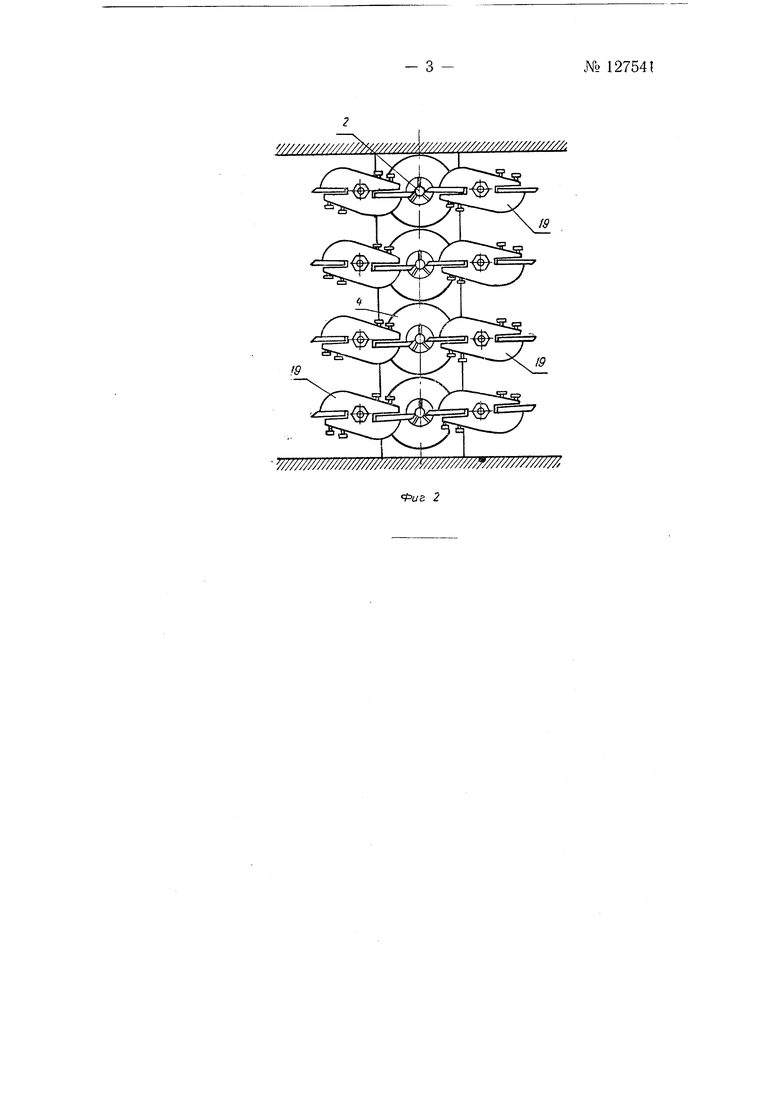
На фиг. 1 дана кинематическая схелга предлагаемого автомата; на фиг. 2 - вид по стрелке Л иа фиг. 1.
В неподвижном шпиндельном блоке / могут вращаться с различными скоростями шпиндели 2 изделия, расположенные горизонтально. Обработка осуществляется инструментами, установленными в многоярусной револьверной головке 3 и в поперечн лх суппортах 4. От двигателя 5, посредством сменных колес 6 настройки скорости вращения шпинделей и блока зубчатых колес 7 переключения посредством муфть, 8 на скоростные режимы, вращение передается на П1пиндели 2. Кулачковый барабан .9 управляет подачей пруткового материала в ишиндели и зажимом материала. Для передачи движения многоярусной реиольверной головке 3, поворачивающейся вокруг вертикальной оси, служит кулачок 10, на валике которого сидит барабап У/ с упорами для подачи команд о переключении злектромагнитны.к муфт и электродвигателя.
Кулачки 12 управляют поперечными суппортами 4. Для быстрого вращения инструментальных шпинделей 13 предназначены сменные колеса 14; движение пшинделя 13 можно реверсировать, что удобно при
нарезании резьбы, совмещаемой с работой резцов поперечного суппорта 4. Барабан 15, сидящий на одном валике с барабаном // и кулачком W, имеет упоры, при помощи которых он дает команды о переключении револьверной головки 3.
Вывод инструмента из обрабатываемого изделия в период переключения револьверной головки 3, а также поворот револьверной головки осуществляются кулачком 16 при помощи мальтийского креста 17. Фиксатор 18 фиксирует положение револьверной головки 3 после поворота.
Корпусы суппортов 4, снабженных поворотными резцедержателя 19, установлены так, что они не вторгаются в зону оснастки шпинделей 2 и револьверной головки 3; таким образом обеспечивается возможность наладки инструмента станка.
Предмет изобретения
Многошпиндельпый токарный автомат с горизонтально расположенными шпинделями изделий и параллельно работающими инструментами, закрепленными в суппортах и многоярусной револьверной головке с вертикальной осью поворота, отличающийся тем, что, с целью обеспечения скоростной обработки на оптимальных режимах резания, применен неподвижно смонтированный шпиндельный блок, в котором шпиндели изделий могут получать различные скорости вращения, а корпусы суппортов установлены так, что они не вторгаются в зону оснастки шпинделей и револьверной головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Токарный автомат | 1990 |
|
SU1824255A1 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате | 2018 |
|
RU2685000C1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1935 |
|
SU50823A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| Многошпиндельный токарный автомат | 1989 |
|
SU1682042A1 |
| Токарно-револьверный автоматический станок для двусторонней обработки изделий и, в частности, резьбовых шпилек | 1949 |
|
SU83023A1 |
Д /О
