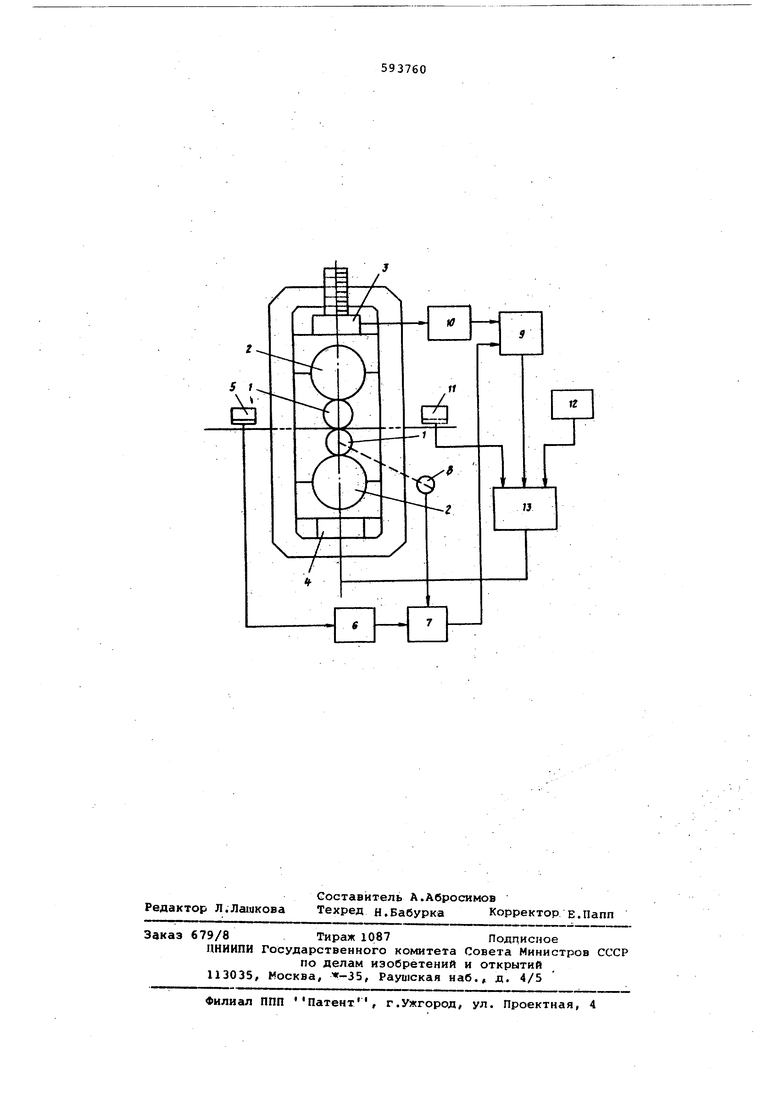
Основной частью установки является прокатная клеть с рабочими и опорными валками 1 и 2, датчиком 3 усилия прокатки, аыстродействующим регулятором .4. . .,
У входа в клеть расположен входноЙ толщиномер 5, соединенный с локом 6 выделения переменной составляющей сигналатолщины подката и - вычисления сигнала измене.ния усилия прокатки, вызванного зтой составляющей, выход которого соединен с входом блока 7 транспортного запаздывания, второй вход которого подсоединен к датчику 9 скорости прокатки. Выход блока 7 транспортного запаздывания соединен с BXQдом операционного усилителя 9, с котррым соединен также выход, блока 10 выделения переменной составляющей усилия прокатки, вход которого соединен с датчиком 3 усилия прокатки. Выход операционного усилителя 9, а ,та:кже- выходы выходного .Т-ОЛщиномера 11 и .12 задан ия толщины подсоединены к сумматору 13, выход которого соединен с быс.тродействуюгцим: регулятором 4. .
. При поступлении прокатываемой полосы в кл.еть с помощью входного тол т щиномера 5 определяют ее толщину , в блоке 6 .определяют отклонение .толщины подката и сигна т изменения усиЛИЯ прокатки, йызванного этим отклонением. В. блоке. 7 этот сигнал задерживают на время, тр.ан-спор.тного запаздывания полосы, зависящее -от ее скорости, определяемой датчиком 8 скоростИ;. На входы усилителя 9 подаются .сигналы, пропорциональные отклонению усилич прокатки (с блока Ю) и изменению, урилия прокатки, обусловленного изменением толщины подка;та (с бло ка 7) , . где производится их ал.гебраическое сложение. Управляющий сигнал
с выхода блока 9 поступает на вход сумматора 13, где производится его коррекция в зависимости от расхождения между сихналами выходного толщиномера .Ни блока 12 задания толщины. После корректировки сигнал подают на быстродействующий регулятор 4 усилия прокатки.
В зависимости от знака сигнала, поступившего в регулятор 4, он увеличивает или уменьщает усилие прокатки, устраняя разнотолщинность полосы на выходе из клети. Способ позволяет учитывать и компенсировать возмущения, обусловленные изменением эффективного зазора между валками и изменением толщины подката, что поз.воляет повысить; точность регулирования толщины прокатываемой полосы..
Формула изобретения
Способ а,втоматического регулирования толщины проката изменением усилия прокатки, о т л и ч а ю щ и и с я. тем, что, с целью по.вьш1ения точности регулирования, измеряют толщину подка.та, определяют отклонение толщины подката от заданного значения, вычисляют изменение усилия прокатки в клети, обусловленное отклонением толщины подката, сравнивают.это изменение усилия прокатки, задержанное иа время транспо.ртного. запаздывания, с отклонением усилия прокатки, измеренным в клети, и регулируют усилие прокатки в зависимости от знака и величины результата сравнения.
ИСточииКи информации, прннятые во внимание при.экспертизе:
1.Клешко О.Б. Автоматическое регулирование толщины полосы при прокатке. М., Металлургия, 1966,с. 29.
2. Патент США №3793860,кл. 72/11, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Устройство для коррекции уставки натяжения на моталке стана холодной прокатки | 1982 |
|
SU1050771A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1980 |
|
SU908455A1 |
| Устройство для автоматической стабилизации толщины полосы на прокатном стане | 1991 |
|
SU1784317A1 |
| Система автоматической настройки эквивалентной жесткости клети | 1980 |
|
SU884769A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1989 |
|
SU1667972A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1990 |
|
SU1729643A1 |
| Устройство автоматической коррекции толщины полосы стана горячей прокатки | 1978 |
|
SU774645A1 |