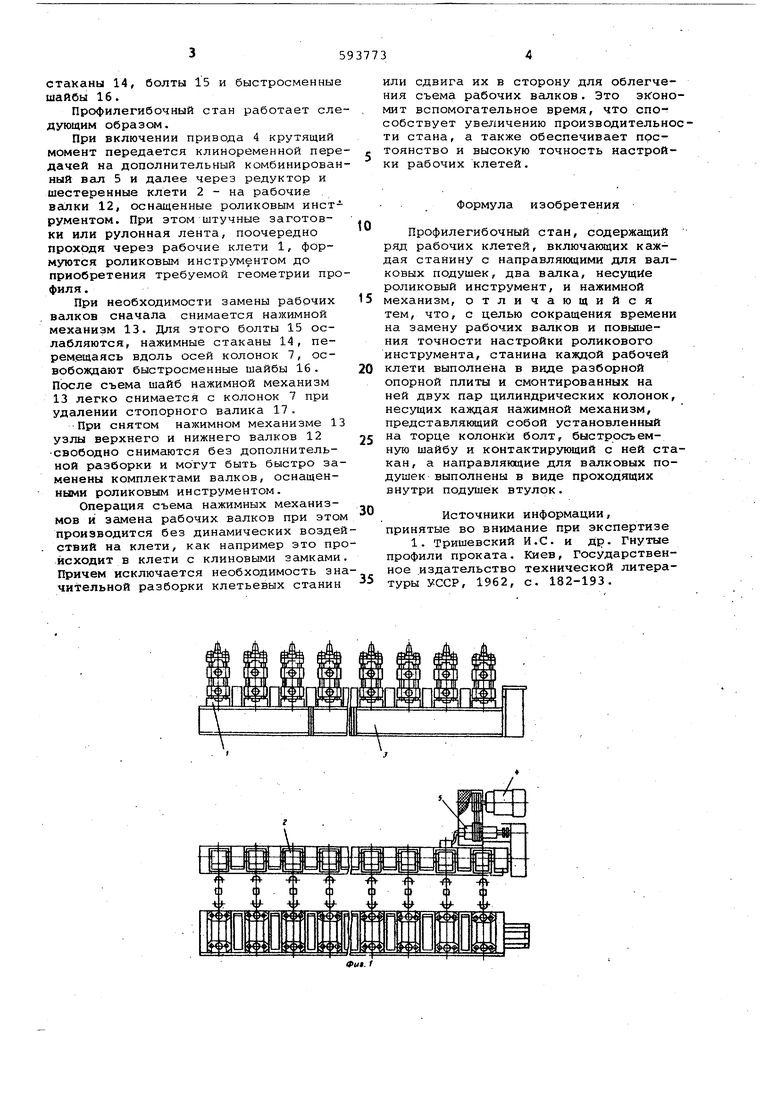
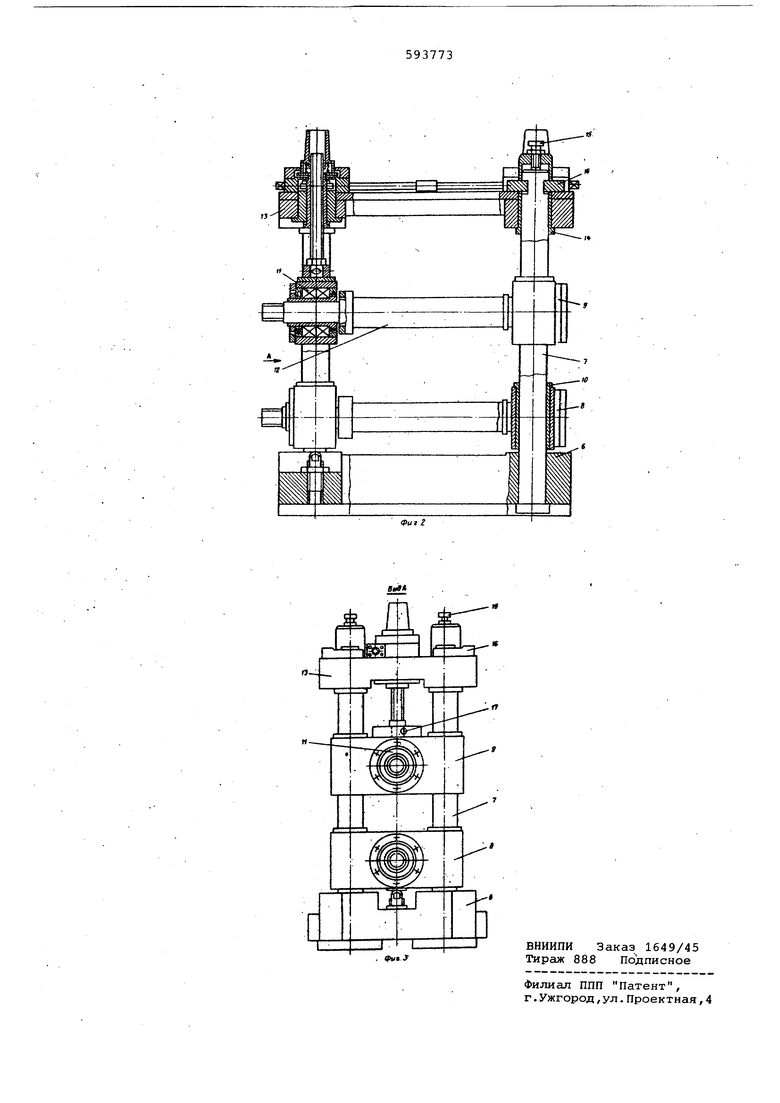
Изобретение относится к обработке металлов давлением, в частности к оборудованию для гибки профилей. Известен профилегибочный стан, содержащий ряд рабочих клетей, имеющих станину закрытого типа с плоскими направляющими для валковых подушек, два валка с подуц1Кс1Ми и нажим ной механизм Т ,. Однако большие затраты вспомогательного времени при замене рабочих валков вследствие необходимости значительного демонтажа рабочих клетей или сдвига станин в сторонуj а также неизбежность динамических воздействий настанины при этом уменьшают производительность стана и снижают точность настройки роликового инстру мента, что влечет за собой снижение качества профилируемого материала. Цель изобретения - сокращение вре мени при замене рабочих валков и повышение точности настройки роликового инструмента. Для этого станина, каждой рабочей клети выполнена в виде разборной опо ной плиты и смонтированных на ней двух пар цилиндрических колонок, не сущих каждая нажимной механизм, пр ставляющий собой установленный на торце колонки болт, быстросменную айбу и контактирукмдий с ней стакан, а направляющие для валковых подушек выполнены в виде проходящих внутри подушек втулок. На фиг. 1 изображен стан, общий вид; на фиг. 2 - рабочая клеть стана; на фиг. 3 - вид по стрелке А на фиг. 2. Предлагае11лый профилегибочный стан содержит ряд рабочих клетей 1, ряд шестеренных клетей 2, смонтированных на основании 3, привод 4 с дополнительным комбинированным валом 5. Рабочая клеть 1 содержит опорную плиту 6, на которой закреплены две пары колонок 7, выполняющих роль станин. На колонках смонтированы четыре валковые подушки: две нижние 8 и две верхние 9 с втулками 10, установленными с возможностью вертикального перемещения по колонкам 7. Нижние и верхние подушки имеют подшипниковые узлы 11, в которых смонтированы валки 12 с возможностью горизонтсшьного перемещения при отладке роликового инструмента. В верхней части колонок 7 установлен нажимной механизм 13, содержспщий
стаканы 14, болты 15 и быстросменные
шайбы 16.
Профилегибочный стан работает следующим образом.
При включении привода 4 крутящий момент передается клиноременной передачей на дополнительный комбинированный вал 5 и далее через редуктор и шестеренные клети 2 - на рабочие валки 12, оснащенные роликовым инструментом. При этом штучные заготовки или рулонная лента, поочередно проходя через рабочие клети 1, формуются роликовым инструментом до приобретения требуемой геометрии профиля .
При необходимости замены рабочих валков сначала снимается нажимной механизм 13. Для этого болты 15 ослабляются, нажимные стаканы 14, перемещаясь вдоль осей колонок 7, освобождают быстросменные шайбы 16. съема шайб нажимной механизм 13 легко снимается с колонок 7 при удалении стопорного валика 17.
При снятом нажимном механизме 13 узлы верхнего и нижнего валков 12 свободно снимаются без дополнительной разборки и могут быть быстро заменены комплектами валков, оснащенными роликовым инструментом.
Операция съема нажимных механизмов и замена рабочих валков при этом производится без динамических воздействий на клети, как например это происходит в клети с клиновыми замками. Причем исключается необходимость значительной разборки клетьевых станин
или сдвига их в сторону для облегчения съема рабочих валков. Это экономит вспомогательное время, что способствует увеличению производительности стана, а также обеспечивает постоянство и высокую точность настройки рабочих клетей.
Формула изобретения
Профилегибочный стан, содержащий ряд рабочих клетей, включающих каждая станину с направляющими для валковых подушек, два валка, несущие роликовый инструмент, и нажимной механизм, отличающийся тем, что, с целью сокращения времени на замену рабочих валков и повышения точности настройки роликового инструмента, станина каждой рабочей клети выполнена в виде разборной опорной плиты и смонтированных на ней двух пар цилиндрических колонок, несущих каждая нажимной механизм, представляющий собой установленный на торце колонки болт, быстррсъемную шайбу и контактирующий с ней стакан, а направлякщие для валковых подушек выполнены в виде проходящих внутри подушек втулок.
0 Источники информации,
принятые во внимание при экспертизе 1. тришевский И.С. и д;р. Гнутые профили проката. Киев, Государственное издательство технической литературы УССР, 1962, с. 182-193.
| название | год | авторы | номер документа |
|---|---|---|---|
| Профилегибочный стан | 1989 |
|
SU1680405A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2281824C2 |
| Бесстанинная рабочая клеть прокатного стана | 1987 |
|
SU1500402A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
Фи1. t
Фиг Z
